
preparación posterior al fresado es crítica porque la calidad del pulido final está directamente dictada por la consistencia de los trayectos iniciales de la herramienta. Si la fresadora CNC deja surcos profundos o alturas de "vieira" inconsistentes, esos defectos se magnificarán en lugar de ocultarse con el pulido. Las piezas CNC precisas piezas CNC de bajo volumen requieren fresado con tolerancia estricta para minimizar el tiempo que se pierde en etapas abrasivas manuales.
He visto muchos proyectos fracasar porque el mecanista intentó "ahorrar tiempo" en la fresadora usando un paso de paso más grande. Aunque la pieza parecía aceptable a simple vista, el equipo de pulido pasó tres veces más tiempo intentando lijar las crestas. La regla general en nuestro taller es: cuanto mejor es el trabajo de la fresadora, menor será el tiempo en el banco de pulido.
Consejo: Utiliza una fresa de punta esférica con un paso muy pequeño (5% o menos del diámetro de la herramienta) para la pasada final de acabado si tienes intención de pulir la pieza hasta un acabado espejo.
¿Cómo se pasa de una superficie fresada a una pulida?
La transición implica un proceso llamado "secuenciación de grano", donde se sustituyen sistemáticamente los arañazos profundos por otros más superficiales. Empiezas con un abrasivo grueso que puede nivelar las marcas de fresado y pasar a granos progresivamente más finos hasta que los arañazos ya no son visibles al ojo humano. Esto es esencial tanto para el mecanizado CNC nylon como para piezas metálicas.
- Lijado inicial (grano 320-400): Elimina las marcas visibles de herramientas y las vieiras del proceso de fresado.
- Lijado intermedio (grano 600-1200): Alisa la superficie y prepárala para la etapa de prepulido.
- Pre-pulido (2000-3000 Gran): En esta etapa, la pieza empezará a mostrar una ligera "neblina" o semi-reflectividad.
- Pulido final (compuesto de diamante): Uso de una herramienta rotativa con un bob de fieltro y pasta de diamante para llegar al estado final de espejo.
¿Qué papel juega la selección de materiales en el acabado en espejo?
La selección de materiales es la base de un acabado espejo porque la estructura molecular determina cómo reacciona la superficie a los abrasivos. Metales más duros como el acero inoxidable (316L) o los aceros para herramientas (S136) pueden lograr un nivel mucho mayor de reflexión "especular" que materiales más blandos como el aluminio, que pueden "emborronarse" si la temperatura de pulido es demasiado alta.
Al trabajar con componentes cnc-torneado, también debemos considerar la estructura de grano del material. Se prefieren aceros de alta calidad con desgasificación al vacío para acabados espejo porque carecen de las inclusiones microscópicas y los "orificios de agujero" que pueden estropear un acabado durante la etapa final de pulido.
- Acero inoxidable (S136): El estándar industrial para moldes de inyección de alto brillo.
- Aluminio (6061/7075): Puede alcanzar un brillo intenso pero es propenso a la oxidación y al arañazo.
- Acrílico (PMMA): El mejor plástico para la claridad óptica mediante pulido.
- Nylon/Policarbonato: Requiere compuestos especializados para evitar la fusión durante el pulido a alta velocidad.
¿Cómo puedes evitar la "piel de naranja" y el "picado" durante el pulido?
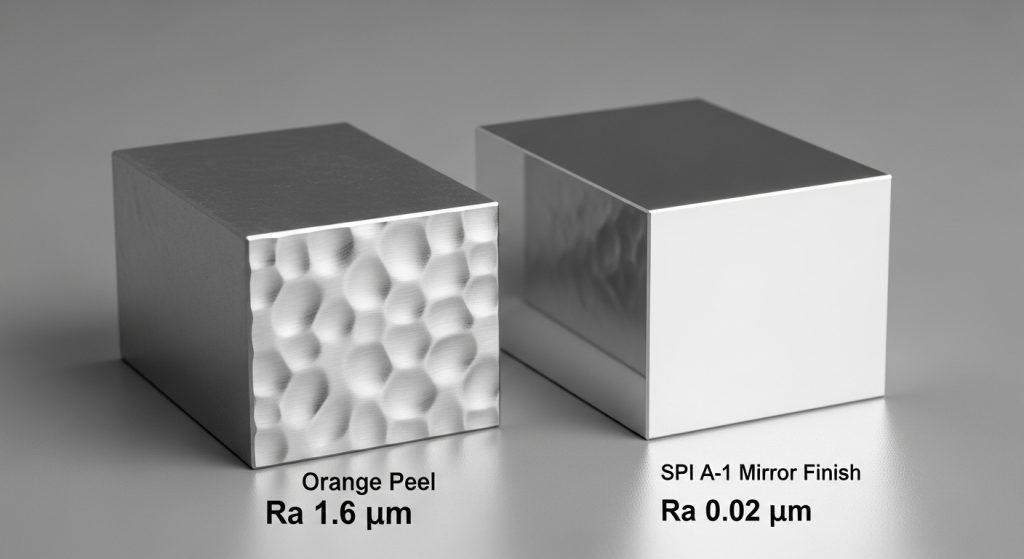
Se previene la piel de naranja y la formación de picos controlando la presión y el calor generados durante el proceso de pulido. Pulir en exceso una zona específica o aplicar presión excesiva provoca que la veta del metal se "rasgue" o ondule, creando una textura desigual. Carreras constantes y superpuestas y la limpieza frecuente de la pieza son las principales defensas contra estos defectos.
Consejo: Cambia siempre la dirección de pulido 90 grados al pasar de un grano a otro. Esto te permite ver si has eliminado completamente los arañazos del grano anterior, más grueso.
¿Qué equipamiento se requiere para el pulido profesional de espejos?

El pulido profesional de espejos requiere una combinación de herramientas rotativas de alta velocidad, medios abrasivos calibrados e instrumentos de medición de precisión. Aunque el pulido manual es común en geometrías complejas, se utilizan sistemas automatizados o "pulidores ultrasónicos" para aplicaciones de alta consistencia torneado de CNC y aplicaciones de fabricación de moldes.
- Microamoladoras rotativas: Esenciales para trabajos de detalle en esquinas cerradas.
- Pulidores ultrasónicos: Utilizan vibraciones de alta frecuencia para lograr acabados finos sin la acumulación de calor de las herramientas rotativas.
- Pastas de pulido con diamante: Disponibles en varios tamaños de micras (por ejemplo, 15 micras para prepulido, 1 micra para espejo final).
- Cinchos y Vueltas: Los "portadores" del compuesto de pulido.
¿Cómo se verifica la calidad de un acabado espejo?
La verificación se realiza mediante una combinación de inspección visual bajo luz de alta intensidad y medición cuantitativa mediante un perfilómetro. Un acabado de espejo verdadero debe estar libre de "neblina", "marcas de remolino" y "colas de cometa" (pequeñas franjas que salen de una inclusión microscópica).
En un entorno de producción, usamos "muestras límite" o "muestras doradas" para asegurar la consistencia entre lotes. Si la pieza es un componente óptico, también podríamos usar una prueba de reflectividad láser para asegurar que la dispersión de la luz está dentro de la tolerancia permitida por la especificación de diseño.
¿Qué compuestos de pulido funcionan mejor para diferentes metales?
El "mejor" compuesto depende de la dureza del metal y del color final deseado del reflejo. Por ejemplo, el óxido de cromo (green rouge) es excelente para el acero inoxidable, mientras que el óxido de aluminio (white rouge) es más adecuado para aluminio y metales no ferrosos más blandos.
| Color | compuesto Tipo abrasivo | Mejor para |
| Negro | Emery | Eliminación de arañazos pesados |
| Óxido | de aluminio blanco | Acabado final en metales duros |
| Óxido de cromo | verde | Acabado espejo sobre acero |
| inoxidable Rojo (Rouge) | Óxido de hierro | Pulido de alta color para oro/plata/latón |
¿Cuáles son los errores comunes en el pulido CNC después del fresado?
El error más común es saltarse los tamaños de grano para intentar llegar a la meta más rápido. Si pasas directamente de grano 400 a grano 1000, no conseguirás eliminar los arañazos profundos que deja el grano 400. Estos arañazos permanecerán visibles como "líneas fantasma" incluso después de que la pieza tenga un brillo intenso.
Otro error común es la contaminación. Si un solo grano de arena de grano 400 cae sobre tu tela de pulido de grano 3000, actuará como un cuchillo, creando arañazos profundos en la superficie casi terminada. Mantenemos cada nivel de grano en un recipiente separado y sellado para evitar la contaminación cruzada.
Lapreparación posterior al fresado es crítica porque la calidad del pulido final está directamente dictada por la consistencia de los trayectos iniciales de la herramienta. Si la fresadora CNC deja surcos profundos o alturas de "vieira" inconsistentes, esos defectos se magnificarán en lugar de ocultarse con el pulido. Las piezas CNC precisas piezas CNC de bajo volumen requieren fresado con tolerancia estricta para minimizar el tiempo que se pierde en etapas abrasivas manuales.
He visto muchos proyectos fracasar porque el mecanista intentó "ahorrar tiempo" en la fresadora usando un paso de paso más grande. Aunque la pieza parecía aceptable a simple vista, el equipo de pulido pasó tres veces más tiempo intentando lijar las crestas. La regla general en nuestro taller es: cuanto mejor es el trabajo de la fresadora, menor será el tiempo en el banco de pulido.
Consejo: Utiliza una fresa de punta esférica con un paso muy pequeño (5% o menos del diámetro de la herramienta) para la pasada final de acabado si tienes intención de pulir la pieza hasta un acabado espejo.
¿Cómo se pasa de una superficie fresada a una pulida?
La transición implica un proceso llamado "secuenciación de grano", donde se sustituyen sistemáticamente los arañazos profundos por otros más superficiales. Empiezas con un abrasivo grueso que puede nivelar las marcas de fresado y pasar a granos progresivamente más finos hasta que los arañazos ya no son visibles al ojo humano. Esto es esencial tanto para el mecanizado CNC nylon como para piezas metálicas.
- Lijado inicial (grano 320-400): Elimina las marcas visibles de herramientas y las vieiras del proceso de fresado.
- Lijado intermedio (grano 600-1200): Alisa la superficie y prepárala para la etapa de prepulido.
- Pre-pulido (2000-3000 Gran): En esta etapa, la pieza empezará a mostrar una ligera "neblina" o semi-reflectividad.
- Pulido final (compuesto de diamante): Uso de una herramienta rotativa con un bob de fieltro y pasta de diamante para llegar al estado final de espejo.
¿Qué papel juega la selección de materiales en el acabado en espejo?
La selección de materiales es la base de un acabado espejo porque la estructura molecular determina cómo reacciona la superficie a los abrasivos. Metales más duros como el acero inoxidable (316L) o los aceros para herramientas (S136) pueden lograr un nivel mucho mayor de reflexión "especular" que materiales más blandos como el aluminio, que pueden "emborronarse" si la temperatura de pulido es demasiado alta.
Al trabajar con componentes cnc-torneado, también debemos considerar la estructura de grano del material. Se prefieren aceros de alta calidad con desgasificación al vacío para acabados espejo porque carecen de las inclusiones microscópicas y los "orificios de agujero" que pueden estropear un acabado durante la etapa final de pulido.
- Acero inoxidable (S136): El estándar industrial para moldes de inyección de alto brillo.
- Aluminio (6061/7075): Puede alcanzar un brillo intenso pero es propenso a la oxidación y al arañazo.
- Acrílico (PMMA): El mejor plástico para la claridad óptica mediante pulido.
- Nylon/Policarbonato: Requiere compuestos especializados para evitar la fusión durante el pulido a alta velocidad.
¿Cómo puedes evitar la "piel de naranja" y el "picado" durante el pulido?
Se previene la piel de naranja y la formación de picos controlando la presión y el calor generados durante el proceso de pulido. Pulir en exceso una zona específica o aplicar presión excesiva provoca que la veta del metal se "rasgue" o ondule, creando una textura desigual. Carreras constantes y superpuestas y la limpieza frecuente de la pieza son las principales defensas contra estos defectos.
Consejo: Cambia siempre la dirección de pulido 90 grados al pasar de un grano a otro. Esto te permite ver si has eliminado completamente los arañazos del grano anterior, más grueso.
¿Qué equipamiento se requiere para el pulido profesional de espejos?
El pulido profesional de espejos requiere una combinación de herramientas rotativas de alta velocidad, medios abrasivos calibrados e instrumentos de medición de precisión. Aunque el pulido manual es común en geometrías complejas, se utilizan sistemas automatizados o "pulidores ultrasónicos" para aplicaciones de alta consistencia torneado de CNC y aplicaciones de fabricación de moldes.
- Microamoladoras rotativas: Esenciales para trabajos de detalle en esquinas cerradas.
- Pulidores ultrasónicos: Utilizan vibraciones de alta frecuencia para lograr acabados finos sin la acumulación de calor de las herramientas rotativas.
- Pastas de pulido con diamante: Disponibles en varios tamaños de micras (por ejemplo, 15 micras para prepulido, 1 micra para espejo final).
- Cinchos y Vueltas: Los "portadores" del compuesto de pulido.
¿Cómo se verifica la calidad de un acabado espejo?
La verificación se realiza mediante una combinación de inspección visual bajo luz de alta intensidad y medición cuantitativa mediante un perfilómetro. Un acabado de espejo verdadero debe estar libre de "neblina", "marcas de remolino" y "colas de cometa" (pequeñas franjas que salen de una inclusión microscópica).
En un entorno de producción, usamos "muestras límite" o "muestras doradas" para asegurar la consistencia entre lotes. Si la pieza es un componente óptico, también podríamos usar una prueba de reflectividad láser para asegurar que la dispersión de la luz está dentro de la tolerancia permitida por la especificación de diseño.
¿Qué compuestos de pulido funcionan mejor para diferentes metales?
El "mejor" compuesto depende de la dureza del metal y del color final deseado del reflejo. Por ejemplo, el óxido de cromo (green rouge) es excelente para el acero inoxidable, mientras que el óxido de aluminio (white rouge) es más adecuado para aluminio y metales no ferrosos más blandos.
| Color | compuesto Tipo abrasivo | Mejor para |
| Negro | Emery | Eliminación de arañazos pesados |
| Óxido | de aluminio blanco | Acabado final en metales duros |
| Óxido de cromo | verde | Acabado espejo sobre acero |
| inoxidable Rojo (Rouge) | Óxido de hierro | Pulido de alta color para oro/plata/latón |
¿Cuáles son los errores comunes en el pulido CNC después del fresado?
El error más común es saltarse los tamaños de grano para intentar llegar a la meta más rápido. Si pasas directamente de grano 400 a grano 1000, no conseguirás eliminar los arañazos profundos que deja el grano 400. Estos arañazos permanecerán visibles como "líneas fantasma" incluso después de que la pieza tenga un brillo intenso.
Otro error común es la contaminación. Si un solo grano de arena de grano 400 cae sobre tu tela de pulido de grano 3000, actuará como un cuchillo, creando arañazos profundos en la superficie casi terminada. Mantenemos cada nivel de grano en un recipiente separado y sellado para evitar la contaminación cruzada.