Cómo reducir los costes de acabado de piezas moldeadas por inyección
Home > Cómo reducir los costes de acabado de piezas moldeadas por inyección
Cómo reducir los costes de acabado de piezas moldeadas por inyección
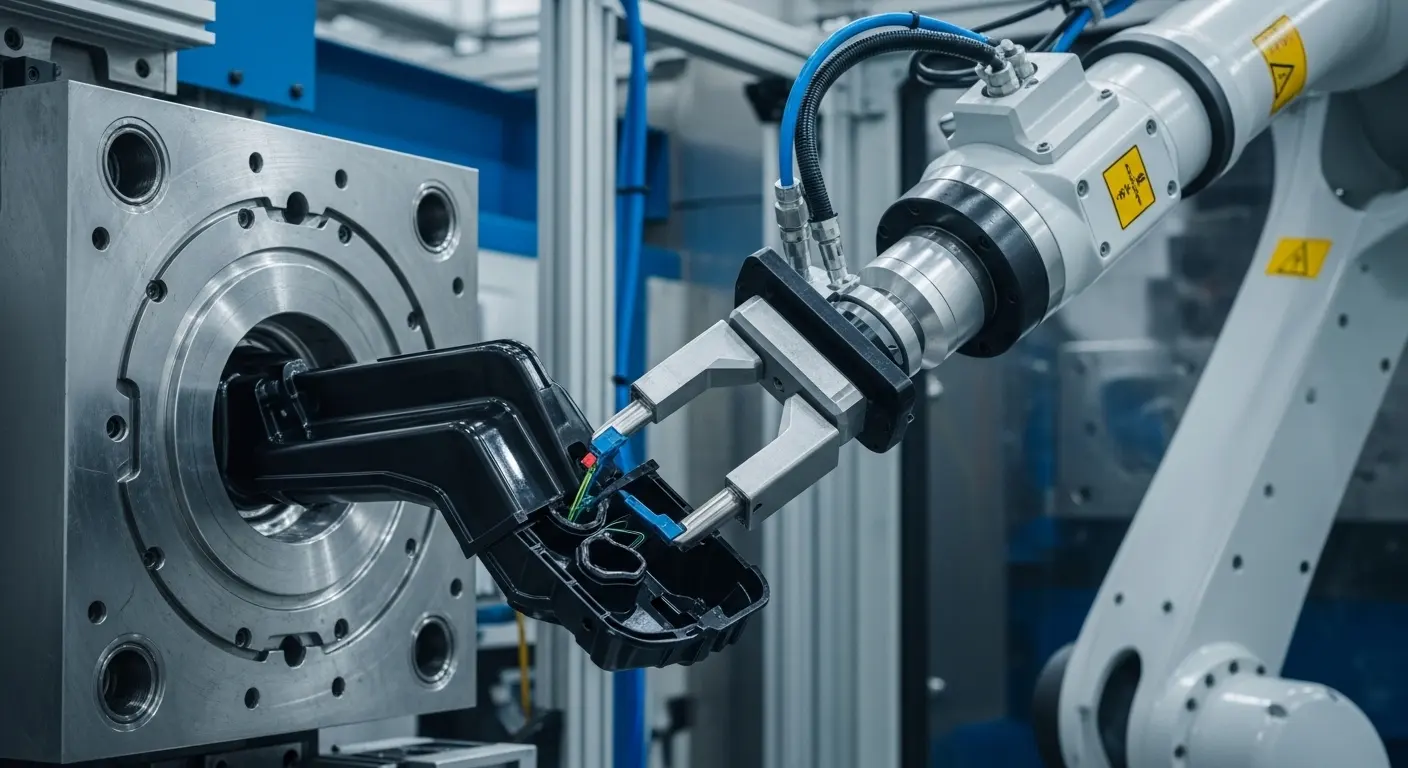
La automatización reduce los costes de acabado realizando tareas repetitivas como desmontaje, desembarazón y empaquetado con un 100% de consistencia y sin fatiga laboral. Los brazos robóticos integrados con la máquina de moldeo por inyección pueden recortar compuertas mientras la pieza aún está caliente, asegurando un corte más limpio. La automatización también reduce drásticamente el factor de "error humano", que es la principal causa de chatarra relacionada con acabados.
Recuerdo un proyecto en el que implementamos un robot sencillo de 6 ejes para tratar con llama una pieza de polipropileno antes de etiquetarla. Antes del robot, el "flameado" se hacía a mano. La inconsistencia llevó a una tasa de fallo en el sello del 12%. Una vez automatizada, la tasa de fallos cayó a [Insertar datos: Los estándares del sector muestran que la automatización puede reducir los defectos de acabado hasta en un 95%], y el tiempo de ciclo se redujo en 4 segundos por pieza.
Consejo: Incluso herramientas simples de "extremo de brazo" (EOAT) pueden diseñarse para realizar desbarbado básico. Pregunta a tu moldeador si sus robots pueden equiparse con pinzas o cuchillas para automatizar la retirada de puertas.
¿Cómo afecta la producción de bajo volumen a la estrategia de costes de acabado?
Para la producción de bajo volumen, la mejor estrategia de ahorro es utilizar técnicas de acabado simplificadas o métodos de fabricación híbridos para evitar altos costes de montaje. Cuando no fabricas millones de piezas, los sistemas automatizados caros o los moldes de acero de alta gama no tienen sentido económico. En estos casos, utilizar piezas CNC de bajo volumen para accesorios secundarios o prototipos puede mantener tu proyecto ágil y dentro del presupuesto.
En escenarios de bajo volumen, tienes un "Triángulo de Compensación":
Mano de obra vs. herramientas: Puede que sea más barato pagar a un técnico para que desbarba manualmente 500 piezas que gastar 5.000 dólares en un troquel de recorte especializado.
Materiales de serie: Utilizar materiales de fábrica pretexturizados o precoloreados para piezas con acabado CNC puede evitar por completo la configuración de moldeado.
Fijería universal: Plantillas de acabado para diseñar que pueden usarse para varias iteraciones de piezas en lugar de un único diseño específico.
¿Qué procesos secundarios ofrecen el mejor retorno de inversión?
El mejor retorno de inversión proviene de procesos que aportan un valor funcional o estético significativo con un tiempo de ciclo mínimo, como el marcado láser o la soldadura ultrasónica. Los procesos que son fácilmente escalables y tienen bajos costes de consumo siempre superan a los acabados manuales "artesanales". La marcado láser, por ejemplo, es permanente, extremadamente rápido y no requiere tintas ni disolventes, lo que la hace mucho más rentable que la impresión por tampón para producción a largo plazo.
¿Cuándo deberías elegir Marcado láser en lugar de Impresión de Almohadilla?
La impresión en tampones requiere almohadillas de silicona personalizadas, clichés (placas) y mezclas específicas de tinta. Cada vez que cambias el diseño, pagas por matrículas nuevas. Sin embargo, la marcado láser es digital. Puedes cambiar el número de serie o el logo sobre la marcha sin coste adicional de herramientas.
¿Merece la pena el Heat Staking?
Si vas a unir plástico a metal, el estaca térmica suele ser mucho más fiable y barata que los adhesivos. Los adhesivos requieren tiempo de curado, almacenamiento especializado y aplicación cuidadosa. El estaca térmica utiliza el propio material de la pieza para crear la unión, lo que resulta en un acabado más limpio y menores costes de material.
Consejo: Si tu marca requiere un logotipo, considera "moldearlo" (en bajorrelieve o en relieve) durante la fase de herramientas. Es gratis durante toda la vida útil de la herramienta y nunca se desgasta ni se despega de la mano.
Resumen: Una lista de verificación para reducir los costes de acabado
Para dominar realmente un acabado rentable para piezas moldeadas, debes ver el proceso de fabricación como un sistema único y holístico, en lugar de una serie de pasos aislados. Cada decisión tomada en la mesa de dibujo resuena en la cabina de pintura y en la línea de montaje.
Diseño para el aspecto "As-Molded": Usa texturas para ocultar defectos.
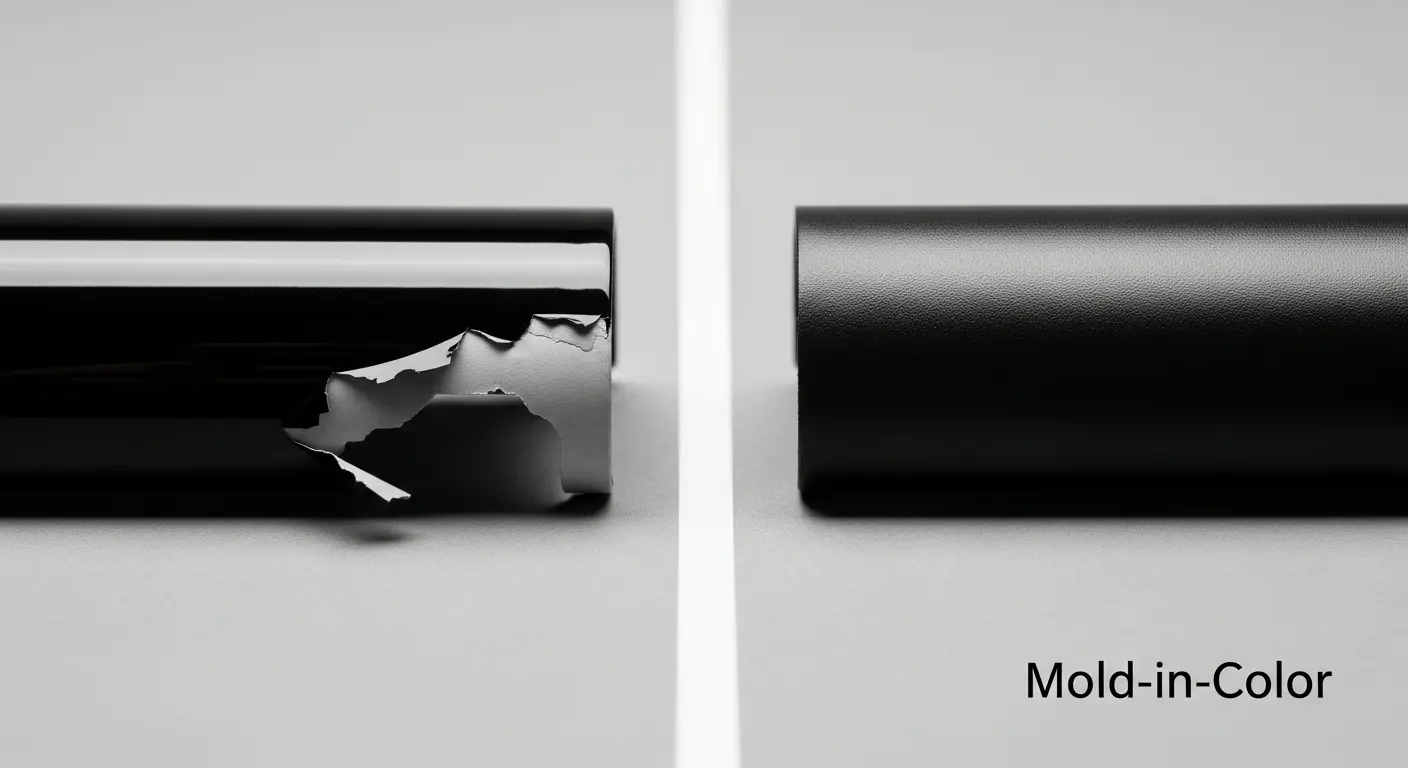
Prioriza el moho en color: evita la cabina de pulverización siempre que sea posible.
Optimiza la ubicación de las puertas: Automatiza la degación mediante el diseño de herramientas inteligentes.
Aprovecha el sobremoldeado: Sustituye la mano de obra de montaje por precisión mecánica.
Audita tu chatarra: Identifica qué paso final causa más rechazos y corrige la causa raíz en la herramienta.
Al implementar estas estrategias, puedes reducir tus costes operativos secundarios en un 30% o más, lo que te permite mantenerte competitivo en un mercado global cada vez más ajustado.
¿Quieres que te ayude a analizar un diseño específico de una pieza para ver dónde podemos recortar los pasos de acabado?
La automatización reduce los costes de acabado realizando tareas repetitivas como desmontaje, desembarazón y empaquetado con un 100% de consistencia y sin fatiga laboral. Los brazos robóticos integrados con la máquina de moldeo por inyección pueden recortar compuertas mientras la pieza aún está caliente, asegurando un corte más limpio. La automatización también reduce drásticamente el factor de "error humano", que es la principal causa de chatarra relacionada con acabados.
Recuerdo un proyecto en el que implementamos un robot sencillo de 6 ejes para tratar con llama una pieza de polipropileno antes de etiquetarla. Antes del robot, el "flameado" se hacía a mano. La inconsistencia llevó a una tasa de fallo en el sello del 12%. Una vez automatizada, la tasa de fallos cayó a [Insertar datos: Los estándares del sector muestran que la automatización puede reducir los defectos de acabado hasta en un 95%], y el tiempo de ciclo se redujo en 4 segundos por pieza.
Consejo: Incluso herramientas simples de "extremo de brazo" (EOAT) pueden diseñarse para realizar desbarbado básico. Pregunta a tu moldeador si sus robots pueden equiparse con pinzas o cuchillas para automatizar la retirada de puertas.
¿Cómo afecta la producción de bajo volumen a la estrategia de costes de acabado?
Para la producción de bajo volumen, la mejor estrategia de ahorro es utilizar técnicas de acabado simplificadas o métodos de fabricación híbridos para evitar altos costes de montaje. Cuando no fabricas millones de piezas, los sistemas automatizados caros o los moldes de acero de alta gama no tienen sentido económico. En estos casos, utilizar piezas CNC de bajo volumen para accesorios secundarios o prototipos puede mantener tu proyecto ágil y dentro del presupuesto.
En escenarios de bajo volumen, tienes un "Triángulo de Compensación":
Mano de obra vs. herramientas: Puede que sea más barato pagar a un técnico para que desbarba manualmente 500 piezas que gastar 5.000 dólares en un troquel de recorte especializado.
Materiales de serie: Utilizar materiales de fábrica pretexturizados o precoloreados para piezas con acabado CNC puede evitar por completo la configuración de moldeado.
Fijería universal: Plantillas de acabado para diseñar que pueden usarse para varias iteraciones de piezas en lugar de un único diseño específico.
¿Qué procesos secundarios ofrecen el mejor retorno de inversión?
El mejor retorno de inversión proviene de procesos que aportan un valor funcional o estético significativo con un tiempo de ciclo mínimo, como el marcado láser o la soldadura ultrasónica. Los procesos que son fácilmente escalables y tienen bajos costes de consumo siempre superan a los acabados manuales "artesanales". La marcado láser, por ejemplo, es permanente, extremadamente rápido y no requiere tintas ni disolventes, lo que la hace mucho más rentable que la impresión por tampón para producción a largo plazo.
¿Cuándo deberías elegir Marcado láser en lugar de Impresión de Almohadilla?
La impresión en tampones requiere almohadillas de silicona personalizadas, clichés (placas) y mezclas específicas de tinta. Cada vez que cambias el diseño, pagas por matrículas nuevas. Sin embargo, la marcado láser es digital. Puedes cambiar el número de serie o el logo sobre la marcha sin coste adicional de herramientas.
¿Merece la pena el Heat Staking?
Si vas a unir plástico a metal, el estaca térmica suele ser mucho más fiable y barata que los adhesivos. Los adhesivos requieren tiempo de curado, almacenamiento especializado y aplicación cuidadosa. El estaca térmica utiliza el propio material de la pieza para crear la unión, lo que resulta en un acabado más limpio y menores costes de material.
Consejo: Si tu marca requiere un logotipo, considera "moldearlo" (en bajorrelieve o en relieve) durante la fase de herramientas. Es gratis durante toda la vida útil de la herramienta y nunca se desgasta ni se despega de la mano.
Resumen: Una lista de verificación para reducir los costes de acabado
Para dominar realmente un acabado rentable para piezas moldeadas, debes ver el proceso de fabricación como un sistema único y holístico, en lugar de una serie de pasos aislados. Cada decisión tomada en la mesa de dibujo resuena en la cabina de pintura y en la línea de montaje.
Diseño para el aspecto "As-Molded": Usa texturas para ocultar defectos.
Prioriza el moho en color: evita la cabina de pulverización siempre que sea posible.
Optimiza la ubicación de las puertas: Automatiza la degación mediante el diseño de herramientas inteligentes.
Aprovecha el sobremoldeado: Sustituye la mano de obra de montaje por precisión mecánica.
Audita tu chatarra: Identifica qué paso final causa más rechazos y corrige la causa raíz en la herramienta.
Al implementar estas estrategias, puedes reducir tus costes operativos secundarios en un 30% o más, lo que te permite mantenerte competitivo en un mercado global cada vez más ajustado.
¿Quieres que te ayude a analizar un diseño específico de una pieza para ver dónde podemos recortar los pasos de acabado?
Por supuesto. Una vez trabajamos con un cliente que gastaba 0,15 dólares por pieza solo para recortar manualmente un vestigio de una superficie visible. Al pasar a una subcompuerta o a un sistema de "canal caliente", la pieza se degradaba automáticamente dentro de la herramienta. Aunque el coste inicial de la herramienta fue ligeramente mayor, el ahorro en mano de obra cubrió la diferencia en las primeras 10.000 unidades.
Consejo: Siempre diseña para "Disfraz de Portal". Coloca las compuertas en zonas empotradas o bajo etiquetas para que cualquier vestigio restante no requiera lijado manual ni corrección estética.
¿Por qué es fundamental el acabado superficial del molde para un acabado rentable?
El acabado superficial del molde determina el aspecto final de la pieza, lo que significa que una herramienta de alta calidad puede eliminar la necesidad de pulir o pintar después del proceso. Aunque un acabado SPI-A1 de alto brillo es caro de producir, a menudo resulta más barato que pulir manualmente miles de piezas. Elegir el acabado adecuado para herramientas garantiza que materiales como moldeado por inyección acrílica mantengan su claridad sin pasos secundarios.
Piensa en el molde como el "maestro" de tu acabado. Si el máster tiene fallos, cada copia necesitará una "corrección".
SPI-A1 (Grado #3 Diamond Buff): Mejor para piezas ópticas, pero extremadamente sensible a los arañazos.
SPI-B2 (Papel de grano 400): Un semibrillante estándar que equilibra coste y estética.
SPI-C1 (600 piedras): Un acabado mate que oculta huellas dactilares y pequeños arañazos durante el manejo.
Si moldeas materiales transparentes, debes decidir: ¿pago ahora el acabado de herramientas de alta gama o pago a un trabajador para pulir piezas durante los próximos tres años? Normalmente, la inversión inicial en la herramienta gana.
¿Puede la selección de materiales reducir la necesidad de pintar o recubrir?
Seleccionar la resina adecuada puede eliminar por completo la necesidad de pintar al proporcionar resistencia a los rayos UV, color y durabilidad química integradas. Los polímeros de alto rendimiento pueden precolorearse (mezcla de sal y pimienta o color compuesto) para conseguir el aspecto deseado directamente de la prensa. Este enfoque elimina la mano de obra, el equipamiento y los problemas medioambientales asociados a las cabinas de pintura externas.
Por ejemplo, usar herramienta de doble material permite moldear un agarre suave directamente sobre una carcasa de plástico duro. En los viejos tiempos, tenías que moldear dos piezas y pegarlas juntas o rociar un recubrimiento "suave al tacto" sobre el plástico. Ambos eran caros y propensos a descamarse. El sobremoldeo proporciona una unión superior y cero costes secundarios de acabado.
De manera similar, si tu pieza necesita flexibilidad y resistencia al calor, El moldeo por compresión de silicona suele dar un acabado naturalmente antideslizante y estéticamente agradable, requiriendo nada más que un recorte rápido con flash.
Material
Características Acabado
Beneficio Ahorro Potencial
resina pre-teñida
elimina pintura
20-40%
Estabilizadores UV
Elimina el recubrimiento protector
10-15%
Moho en color (MIC)
Elimina problemas de arañazos superficiales
Alto (Restos Inferiores)
Los plásticos autolubricantes
eliminan la grasa post-moldeo
entre un 5 y un 10%
¿Cuál es el papel de la automatización para reducir los gastos de acabado?
La automatización reduce los costes de acabado realizando tareas repetitivas como desmontaje, desembarazón y empaquetado con un 100% de consistencia y sin fatiga laboral. Los brazos robóticos integrados con la máquina de moldeo por inyección pueden recortar compuertas mientras la pieza aún está caliente, asegurando un corte más limpio. La automatización también reduce drásticamente el factor de "error humano", que es la principal causa de chatarra relacionada con acabados.
Recuerdo un proyecto en el que implementamos un robot sencillo de 6 ejes para tratar con llama una pieza de polipropileno antes de etiquetarla. Antes del robot, el "flameado" se hacía a mano. La inconsistencia llevó a una tasa de fallo en el sello del 12%. Una vez automatizada, la tasa de fallos cayó a [Insertar datos: Los estándares del sector muestran que la automatización puede reducir los defectos de acabado hasta en un 95%], y el tiempo de ciclo se redujo en 4 segundos por pieza.
Consejo: Incluso herramientas simples de "extremo de brazo" (EOAT) pueden diseñarse para realizar desbarbado básico. Pregunta a tu moldeador si sus robots pueden equiparse con pinzas o cuchillas para automatizar la retirada de puertas.
¿Cómo afecta la producción de bajo volumen a la estrategia de costes de acabado?
Para la producción de bajo volumen, la mejor estrategia de ahorro es utilizar técnicas de acabado simplificadas o métodos de fabricación híbridos para evitar altos costes de montaje. Cuando no fabricas millones de piezas, los sistemas automatizados caros o los moldes de acero de alta gama no tienen sentido económico. En estos casos, utilizar piezas CNC de bajo volumen para accesorios secundarios o prototipos puede mantener tu proyecto ágil y dentro del presupuesto.
En escenarios de bajo volumen, tienes un "Triángulo de Compensación":
Mano de obra vs. herramientas: Puede que sea más barato pagar a un técnico para que desbarba manualmente 500 piezas que gastar 5.000 dólares en un troquel de recorte especializado.
Materiales de serie: Utilizar materiales de fábrica pretexturizados o precoloreados para piezas con acabado CNC puede evitar por completo la configuración de moldeado.
Fijería universal: Plantillas de acabado para diseñar que pueden usarse para varias iteraciones de piezas en lugar de un único diseño específico.
¿Qué procesos secundarios ofrecen el mejor retorno de inversión?
El mejor retorno de inversión proviene de procesos que aportan un valor funcional o estético significativo con un tiempo de ciclo mínimo, como el marcado láser o la soldadura ultrasónica. Los procesos que son fácilmente escalables y tienen bajos costes de consumo siempre superan a los acabados manuales "artesanales". La marcado láser, por ejemplo, es permanente, extremadamente rápido y no requiere tintas ni disolventes, lo que la hace mucho más rentable que la impresión por tampón para producción a largo plazo.
¿Cuándo deberías elegir Marcado láser en lugar de Impresión de Almohadilla?
La impresión en tampones requiere almohadillas de silicona personalizadas, clichés (placas) y mezclas específicas de tinta. Cada vez que cambias el diseño, pagas por matrículas nuevas. Sin embargo, la marcado láser es digital. Puedes cambiar el número de serie o el logo sobre la marcha sin coste adicional de herramientas.
¿Merece la pena el Heat Staking?
Si vas a unir plástico a metal, el estaca térmica suele ser mucho más fiable y barata que los adhesivos. Los adhesivos requieren tiempo de curado, almacenamiento especializado y aplicación cuidadosa. El estaca térmica utiliza el propio material de la pieza para crear la unión, lo que resulta en un acabado más limpio y menores costes de material.
Consejo: Si tu marca requiere un logotipo, considera "moldearlo" (en bajorrelieve o en relieve) durante la fase de herramientas. Es gratis durante toda la vida útil de la herramienta y nunca se desgasta ni se despega de la mano.
Resumen: Una lista de verificación para reducir los costes de acabado
Para dominar realmente un acabado rentable para piezas moldeadas, debes ver el proceso de fabricación como un sistema único y holístico, en lugar de una serie de pasos aislados. Cada decisión tomada en la mesa de dibujo resuena en la cabina de pintura y en la línea de montaje.
Diseño para el aspecto "As-Molded": Usa texturas para ocultar defectos.
Prioriza el moho en color: evita la cabina de pulverización siempre que sea posible.
Optimiza la ubicación de las puertas: Automatiza la degación mediante el diseño de herramientas inteligentes.
Aprovecha el sobremoldeado: Sustituye la mano de obra de montaje por precisión mecánica.
Audita tu chatarra: Identifica qué paso final causa más rechazos y corrige la causa raíz en la herramienta.
Al implementar estas estrategias, puedes reducir tus costes operativos secundarios en un 30% o más, lo que te permite mantenerte competitivo en un mercado global cada vez más ajustado.
¿Quieres que te ayude a analizar un diseño específico de una pieza para ver dónde podemos recortar los pasos de acabado?
La automatización reduce los costes de acabado realizando tareas repetitivas como desmontaje, desembarazón y empaquetado con un 100% de consistencia y sin fatiga laboral. Los brazos robóticos integrados con la máquina de moldeo por inyección pueden recortar compuertas mientras la pieza aún está caliente, asegurando un corte más limpio. La automatización también reduce drásticamente el factor de "error humano", que es la principal causa de chatarra relacionada con acabados.
Recuerdo un proyecto en el que implementamos un robot sencillo de 6 ejes para tratar con llama una pieza de polipropileno antes de etiquetarla. Antes del robot, el "flameado" se hacía a mano. La inconsistencia llevó a una tasa de fallo en el sello del 12%. Una vez automatizada, la tasa de fallos cayó a [Insertar datos: Los estándares del sector muestran que la automatización puede reducir los defectos de acabado hasta en un 95%], y el tiempo de ciclo se redujo en 4 segundos por pieza.
Consejo: Incluso herramientas simples de "extremo de brazo" (EOAT) pueden diseñarse para realizar desbarbado básico. Pregunta a tu moldeador si sus robots pueden equiparse con pinzas o cuchillas para automatizar la retirada de puertas.
¿Cómo afecta la producción de bajo volumen a la estrategia de costes de acabado?
Para la producción de bajo volumen, la mejor estrategia de ahorro es utilizar técnicas de acabado simplificadas o métodos de fabricación híbridos para evitar altos costes de montaje. Cuando no fabricas millones de piezas, los sistemas automatizados caros o los moldes de acero de alta gama no tienen sentido económico. En estos casos, utilizar piezas CNC de bajo volumen para accesorios secundarios o prototipos puede mantener tu proyecto ágil y dentro del presupuesto.
En escenarios de bajo volumen, tienes un "Triángulo de Compensación":
Mano de obra vs. herramientas: Puede que sea más barato pagar a un técnico para que desbarba manualmente 500 piezas que gastar 5.000 dólares en un troquel de recorte especializado.
Materiales de serie: Utilizar materiales de fábrica pretexturizados o precoloreados para piezas con acabado CNC puede evitar por completo la configuración de moldeado.
Fijería universal: Plantillas de acabado para diseñar que pueden usarse para varias iteraciones de piezas en lugar de un único diseño específico.
¿Qué procesos secundarios ofrecen el mejor retorno de inversión?
El mejor retorno de inversión proviene de procesos que aportan un valor funcional o estético significativo con un tiempo de ciclo mínimo, como el marcado láser o la soldadura ultrasónica. Los procesos que son fácilmente escalables y tienen bajos costes de consumo siempre superan a los acabados manuales "artesanales". La marcado láser, por ejemplo, es permanente, extremadamente rápido y no requiere tintas ni disolventes, lo que la hace mucho más rentable que la impresión por tampón para producción a largo plazo.
¿Cuándo deberías elegir Marcado láser en lugar de Impresión de Almohadilla?
La impresión en tampones requiere almohadillas de silicona personalizadas, clichés (placas) y mezclas específicas de tinta. Cada vez que cambias el diseño, pagas por matrículas nuevas. Sin embargo, la marcado láser es digital. Puedes cambiar el número de serie o el logo sobre la marcha sin coste adicional de herramientas.
¿Merece la pena el Heat Staking?
Si vas a unir plástico a metal, el estaca térmica suele ser mucho más fiable y barata que los adhesivos. Los adhesivos requieren tiempo de curado, almacenamiento especializado y aplicación cuidadosa. El estaca térmica utiliza el propio material de la pieza para crear la unión, lo que resulta en un acabado más limpio y menores costes de material.
Consejo: Si tu marca requiere un logotipo, considera "moldearlo" (en bajorrelieve o en relieve) durante la fase de herramientas. Es gratis durante toda la vida útil de la herramienta y nunca se desgasta ni se despega de la mano.
Resumen: Una lista de verificación para reducir los costes de acabado
Para dominar realmente un acabado rentable para piezas moldeadas, debes ver el proceso de fabricación como un sistema único y holístico, en lugar de una serie de pasos aislados. Cada decisión tomada en la mesa de dibujo resuena en la cabina de pintura y en la línea de montaje.
Diseño para el aspecto "As-Molded": Usa texturas para ocultar defectos.
Prioriza el moho en color: evita la cabina de pulverización siempre que sea posible.
Optimiza la ubicación de las puertas: Automatiza la degación mediante el diseño de herramientas inteligentes.
Aprovecha el sobremoldeado: Sustituye la mano de obra de montaje por precisión mecánica.
Audita tu chatarra: Identifica qué paso final causa más rechazos y corrige la causa raíz en la herramienta.
Al implementar estas estrategias, puedes reducir tus costes operativos secundarios en un 30% o más, lo que te permite mantenerte competitivo en un mercado global cada vez más ajustado.
¿Quieres que te ayude a analizar un diseño específico de una pieza para ver dónde podemos recortar los pasos de acabado?
La automatización reduce los costes de acabado realizando tareas repetitivas como desmontaje, desembarazón y empaquetado con un 100% de consistencia y sin fatiga laboral. Los brazos robóticos integrados con la máquina de moldeo por inyección pueden recortar compuertas mientras la pieza aún está caliente, asegurando un corte más limpio. La automatización también reduce drásticamente el factor de "error humano", que es la principal causa de chatarra relacionada con acabados.
Recuerdo un proyecto en el que implementamos un robot sencillo de 6 ejes para tratar con llama una pieza de polipropileno antes de etiquetarla. Antes del robot, el "flameado" se hacía a mano. La inconsistencia llevó a una tasa de fallo en el sello del 12%. Una vez automatizada, la tasa de fallos cayó a [Insertar datos: Los estándares del sector muestran que la automatización puede reducir los defectos de acabado hasta en un 95%], y el tiempo de ciclo se redujo en 4 segundos por pieza.
Consejo: Incluso herramientas simples de "extremo de brazo" (EOAT) pueden diseñarse para realizar desbarbado básico. Pregunta a tu moldeador si sus robots pueden equiparse con pinzas o cuchillas para automatizar la retirada de puertas.
¿Cómo afecta la producción de bajo volumen a la estrategia de costes de acabado?
Para la producción de bajo volumen, la mejor estrategia de ahorro es utilizar técnicas de acabado simplificadas o métodos de fabricación híbridos para evitar altos costes de montaje. Cuando no fabricas millones de piezas, los sistemas automatizados caros o los moldes de acero de alta gama no tienen sentido económico. En estos casos, utilizar piezas CNC de bajo volumen para accesorios secundarios o prototipos puede mantener tu proyecto ágil y dentro del presupuesto.
En escenarios de bajo volumen, tienes un "Triángulo de Compensación":
Mano de obra vs. herramientas: Puede que sea más barato pagar a un técnico para que desbarba manualmente 500 piezas que gastar 5.000 dólares en un troquel de recorte especializado.
Materiales de serie: Utilizar materiales de fábrica pretexturizados o precoloreados para piezas con acabado CNC puede evitar por completo la configuración de moldeado.
Fijería universal: Plantillas de acabado para diseñar que pueden usarse para varias iteraciones de piezas en lugar de un único diseño específico.
¿Qué procesos secundarios ofrecen el mejor retorno de inversión?
El mejor retorno de inversión proviene de procesos que aportan un valor funcional o estético significativo con un tiempo de ciclo mínimo, como el marcado láser o la soldadura ultrasónica. Los procesos que son fácilmente escalables y tienen bajos costes de consumo siempre superan a los acabados manuales "artesanales". La marcado láser, por ejemplo, es permanente, extremadamente rápido y no requiere tintas ni disolventes, lo que la hace mucho más rentable que la impresión por tampón para producción a largo plazo.
¿Cuándo deberías elegir Marcado láser en lugar de Impresión de Almohadilla?
La impresión en tampones requiere almohadillas de silicona personalizadas, clichés (placas) y mezclas específicas de tinta. Cada vez que cambias el diseño, pagas por matrículas nuevas. Sin embargo, la marcado láser es digital. Puedes cambiar el número de serie o el logo sobre la marcha sin coste adicional de herramientas.
¿Merece la pena el Heat Staking?
Si vas a unir plástico a metal, el estaca térmica suele ser mucho más fiable y barata que los adhesivos. Los adhesivos requieren tiempo de curado, almacenamiento especializado y aplicación cuidadosa. El estaca térmica utiliza el propio material de la pieza para crear la unión, lo que resulta en un acabado más limpio y menores costes de material.
Consejo: Si tu marca requiere un logotipo, considera "moldearlo" (en bajorrelieve o en relieve) durante la fase de herramientas. Es gratis durante toda la vida útil de la herramienta y nunca se desgasta ni se despega de la mano.
Resumen: Una lista de verificación para reducir los costes de acabado
Para dominar realmente un acabado rentable para piezas moldeadas, debes ver el proceso de fabricación como un sistema único y holístico, en lugar de una serie de pasos aislados. Cada decisión tomada en la mesa de dibujo resuena en la cabina de pintura y en la línea de montaje.
Diseño para el aspecto "As-Molded": Usa texturas para ocultar defectos.
Prioriza el moho en color: evita la cabina de pulverización siempre que sea posible.
Optimiza la ubicación de las puertas: Automatiza la degación mediante el diseño de herramientas inteligentes.
Aprovecha el sobremoldeado: Sustituye la mano de obra de montaje por precisión mecánica.
Audita tu chatarra: Identifica qué paso final causa más rechazos y corrige la causa raíz en la herramienta.
Al implementar estas estrategias, puedes reducir tus costes operativos secundarios en un 30% o más, lo que te permite mantenerte competitivo en un mercado global cada vez más ajustado.
¿Quieres que te ayude a analizar un diseño específico de una pieza para ver dónde podemos recortar los pasos de acabado?
Por supuesto. Una vez trabajamos con un cliente que gastaba 0,15 dólares por pieza solo para recortar manualmente un vestigio de una superficie visible. Al pasar a una subcompuerta o a un sistema de "canal caliente", la pieza se degradaba automáticamente dentro de la herramienta. Aunque el coste inicial de la herramienta fue ligeramente mayor, el ahorro en mano de obra cubrió la diferencia en las primeras 10.000 unidades.
Consejo: Siempre diseña para "Disfraz de Portal". Coloca las compuertas en zonas empotradas o bajo etiquetas para que cualquier vestigio restante no requiera lijado manual ni corrección estética.
¿Por qué es fundamental el acabado superficial del molde para un acabado rentable?
El acabado superficial del molde determina el aspecto final de la pieza, lo que significa que una herramienta de alta calidad puede eliminar la necesidad de pulir o pintar después del proceso. Aunque un acabado SPI-A1 de alto brillo es caro de producir, a menudo resulta más barato que pulir manualmente miles de piezas. Elegir el acabado adecuado para herramientas garantiza que materiales como moldeado por inyección acrílica mantengan su claridad sin pasos secundarios.
Piensa en el molde como el "maestro" de tu acabado. Si el máster tiene fallos, cada copia necesitará una "corrección".
SPI-A1 (Grado #3 Diamond Buff): Mejor para piezas ópticas, pero extremadamente sensible a los arañazos.
SPI-B2 (Papel de grano 400): Un semibrillante estándar que equilibra coste y estética.
SPI-C1 (600 piedras): Un acabado mate que oculta huellas dactilares y pequeños arañazos durante el manejo.
Si moldeas materiales transparentes, debes decidir: ¿pago ahora el acabado de herramientas de alta gama o pago a un trabajador para pulir piezas durante los próximos tres años? Normalmente, la inversión inicial en la herramienta gana.
¿Puede la selección de materiales reducir la necesidad de pintar o recubrir?
Seleccionar la resina adecuada puede eliminar por completo la necesidad de pintar al proporcionar resistencia a los rayos UV, color y durabilidad química integradas. Los polímeros de alto rendimiento pueden precolorearse (mezcla de sal y pimienta o color compuesto) para conseguir el aspecto deseado directamente de la prensa. Este enfoque elimina la mano de obra, el equipamiento y los problemas medioambientales asociados a las cabinas de pintura externas.
Por ejemplo, usar herramienta de doble material permite moldear un agarre suave directamente sobre una carcasa de plástico duro. En los viejos tiempos, tenías que moldear dos piezas y pegarlas juntas o rociar un recubrimiento "suave al tacto" sobre el plástico. Ambos eran caros y propensos a descamarse. El sobremoldeo proporciona una unión superior y cero costes secundarios de acabado.
De manera similar, si tu pieza necesita flexibilidad y resistencia al calor, El moldeo por compresión de silicona suele dar un acabado naturalmente antideslizante y estéticamente agradable, requiriendo nada más que un recorte rápido con flash.
Material
Características Acabado
Beneficio Ahorro Potencial
resina pre-teñida
elimina pintura
20-40%
Estabilizadores UV
Elimina el recubrimiento protector
10-15%
Moho en color (MIC)
Elimina problemas de arañazos superficiales
Alto (Restos Inferiores)
Los plásticos autolubricantes
eliminan la grasa post-moldeo
entre un 5 y un 10%
¿Cuál es el papel de la automatización para reducir los gastos de acabado?
La automatización reduce los costes de acabado realizando tareas repetitivas como desmontaje, desembarazón y empaquetado con un 100% de consistencia y sin fatiga laboral. Los brazos robóticos integrados con la máquina de moldeo por inyección pueden recortar compuertas mientras la pieza aún está caliente, asegurando un corte más limpio. La automatización también reduce drásticamente el factor de "error humano", que es la principal causa de chatarra relacionada con acabados.
Recuerdo un proyecto en el que implementamos un robot sencillo de 6 ejes para tratar con llama una pieza de polipropileno antes de etiquetarla. Antes del robot, el "flameado" se hacía a mano. La inconsistencia llevó a una tasa de fallo en el sello del 12%. Una vez automatizada, la tasa de fallos cayó a [Insertar datos: Los estándares del sector muestran que la automatización puede reducir los defectos de acabado hasta en un 95%], y el tiempo de ciclo se redujo en 4 segundos por pieza.
Consejo: Incluso herramientas simples de "extremo de brazo" (EOAT) pueden diseñarse para realizar desbarbado básico. Pregunta a tu moldeador si sus robots pueden equiparse con pinzas o cuchillas para automatizar la retirada de puertas.
¿Cómo afecta la producción de bajo volumen a la estrategia de costes de acabado?
Para la producción de bajo volumen, la mejor estrategia de ahorro es utilizar técnicas de acabado simplificadas o métodos de fabricación híbridos para evitar altos costes de montaje. Cuando no fabricas millones de piezas, los sistemas automatizados caros o los moldes de acero de alta gama no tienen sentido económico. En estos casos, utilizar piezas CNC de bajo volumen para accesorios secundarios o prototipos puede mantener tu proyecto ágil y dentro del presupuesto.
En escenarios de bajo volumen, tienes un "Triángulo de Compensación":
Mano de obra vs. herramientas: Puede que sea más barato pagar a un técnico para que desbarba manualmente 500 piezas que gastar 5.000 dólares en un troquel de recorte especializado.
Materiales de serie: Utilizar materiales de fábrica pretexturizados o precoloreados para piezas con acabado CNC puede evitar por completo la configuración de moldeado.
Fijería universal: Plantillas de acabado para diseñar que pueden usarse para varias iteraciones de piezas en lugar de un único diseño específico.
¿Qué procesos secundarios ofrecen el mejor retorno de inversión?
El mejor retorno de inversión proviene de procesos que aportan un valor funcional o estético significativo con un tiempo de ciclo mínimo, como el marcado láser o la soldadura ultrasónica. Los procesos que son fácilmente escalables y tienen bajos costes de consumo siempre superan a los acabados manuales "artesanales". La marcado láser, por ejemplo, es permanente, extremadamente rápido y no requiere tintas ni disolventes, lo que la hace mucho más rentable que la impresión por tampón para producción a largo plazo.
¿Cuándo deberías elegir Marcado láser en lugar de Impresión de Almohadilla?
La impresión en tampones requiere almohadillas de silicona personalizadas, clichés (placas) y mezclas específicas de tinta. Cada vez que cambias el diseño, pagas por matrículas nuevas. Sin embargo, la marcado láser es digital. Puedes cambiar el número de serie o el logo sobre la marcha sin coste adicional de herramientas.
¿Merece la pena el Heat Staking?
Si vas a unir plástico a metal, el estaca térmica suele ser mucho más fiable y barata que los adhesivos. Los adhesivos requieren tiempo de curado, almacenamiento especializado y aplicación cuidadosa. El estaca térmica utiliza el propio material de la pieza para crear la unión, lo que resulta en un acabado más limpio y menores costes de material.
Consejo: Si tu marca requiere un logotipo, considera "moldearlo" (en bajorrelieve o en relieve) durante la fase de herramientas. Es gratis durante toda la vida útil de la herramienta y nunca se desgasta ni se despega de la mano.
Resumen: Una lista de verificación para reducir los costes de acabado
Para dominar realmente un acabado rentable para piezas moldeadas, debes ver el proceso de fabricación como un sistema único y holístico, en lugar de una serie de pasos aislados. Cada decisión tomada en la mesa de dibujo resuena en la cabina de pintura y en la línea de montaje.
Diseño para el aspecto "As-Molded": Usa texturas para ocultar defectos.
Prioriza el moho en color: evita la cabina de pulverización siempre que sea posible.
Optimiza la ubicación de las puertas: Automatiza la degación mediante el diseño de herramientas inteligentes.
Aprovecha el sobremoldeado: Sustituye la mano de obra de montaje por precisión mecánica.
Audita tu chatarra: Identifica qué paso final causa más rechazos y corrige la causa raíz en la herramienta.
Al implementar estas estrategias, puedes reducir tus costes operativos secundarios en un 30% o más, lo que te permite mantenerte competitivo en un mercado global cada vez más ajustado.
¿Quieres que te ayude a analizar un diseño específico de una pieza para ver dónde podemos recortar los pasos de acabado?
Por supuesto. Una vez trabajamos con un cliente que gastaba 0,15 dólares por pieza solo para recortar manualmente un vestigio de una superficie visible. Al pasar a una subcompuerta o a un sistema de "canal caliente", la pieza se degradaba automáticamente dentro de la herramienta. Aunque el coste inicial de la herramienta fue ligeramente mayor, el ahorro en mano de obra cubrió la diferencia en las primeras 10.000 unidades.
Consejo: Siempre diseña para "Disfraz de Portal". Coloca las compuertas en zonas empotradas o bajo etiquetas para que cualquier vestigio restante no requiera lijado manual ni corrección estética.
¿Por qué es fundamental el acabado superficial del molde para un acabado rentable?
El acabado superficial del molde determina el aspecto final de la pieza, lo que significa que una herramienta de alta calidad puede eliminar la necesidad de pulir o pintar después del proceso. Aunque un acabado SPI-A1 de alto brillo es caro de producir, a menudo resulta más barato que pulir manualmente miles de piezas. Elegir el acabado adecuado para herramientas garantiza que materiales como moldeado por inyección acrílica mantengan su claridad sin pasos secundarios.
Piensa en el molde como el "maestro" de tu acabado. Si el máster tiene fallos, cada copia necesitará una "corrección".
SPI-A1 (Grado #3 Diamond Buff): Mejor para piezas ópticas, pero extremadamente sensible a los arañazos.
SPI-B2 (Papel de grano 400): Un semibrillante estándar que equilibra coste y estética.
SPI-C1 (600 piedras): Un acabado mate que oculta huellas dactilares y pequeños arañazos durante el manejo.
Si moldeas materiales transparentes, debes decidir: ¿pago ahora el acabado de herramientas de alta gama o pago a un trabajador para pulir piezas durante los próximos tres años? Normalmente, la inversión inicial en la herramienta gana.
¿Puede la selección de materiales reducir la necesidad de pintar o recubrir?
Seleccionar la resina adecuada puede eliminar por completo la necesidad de pintar al proporcionar resistencia a los rayos UV, color y durabilidad química integradas. Los polímeros de alto rendimiento pueden precolorearse (mezcla de sal y pimienta o color compuesto) para conseguir el aspecto deseado directamente de la prensa. Este enfoque elimina la mano de obra, el equipamiento y los problemas medioambientales asociados a las cabinas de pintura externas.
Por ejemplo, usar herramienta de doble material permite moldear un agarre suave directamente sobre una carcasa de plástico duro. En los viejos tiempos, tenías que moldear dos piezas y pegarlas juntas o rociar un recubrimiento "suave al tacto" sobre el plástico. Ambos eran caros y propensos a descamarse. El sobremoldeo proporciona una unión superior y cero costes secundarios de acabado.
De manera similar, si tu pieza necesita flexibilidad y resistencia al calor, El moldeo por compresión de silicona suele dar un acabado naturalmente antideslizante y estéticamente agradable, requiriendo nada más que un recorte rápido con flash.
Material
Características Acabado
Beneficio Ahorro Potencial
resina pre-teñida
elimina pintura
20-40%
Estabilizadores UV
Elimina el recubrimiento protector
10-15%
Moho en color (MIC)
Elimina problemas de arañazos superficiales
Alto (Restos Inferiores)
Los plásticos autolubricantes
eliminan la grasa post-moldeo
entre un 5 y un 10%
¿Cuál es el papel de la automatización para reducir los gastos de acabado?
La automatización reduce los costes de acabado realizando tareas repetitivas como desmontaje, desembarazón y empaquetado con un 100% de consistencia y sin fatiga laboral. Los brazos robóticos integrados con la máquina de moldeo por inyección pueden recortar compuertas mientras la pieza aún está caliente, asegurando un corte más limpio. La automatización también reduce drásticamente el factor de "error humano", que es la principal causa de chatarra relacionada con acabados.
Recuerdo un proyecto en el que implementamos un robot sencillo de 6 ejes para tratar con llama una pieza de polipropileno antes de etiquetarla. Antes del robot, el "flameado" se hacía a mano. La inconsistencia llevó a una tasa de fallo en el sello del 12%. Una vez automatizada, la tasa de fallos cayó a [Insertar datos: Los estándares del sector muestran que la automatización puede reducir los defectos de acabado hasta en un 95%], y el tiempo de ciclo se redujo en 4 segundos por pieza.
Consejo: Incluso herramientas simples de "extremo de brazo" (EOAT) pueden diseñarse para realizar desbarbado básico. Pregunta a tu moldeador si sus robots pueden equiparse con pinzas o cuchillas para automatizar la retirada de puertas.
¿Cómo afecta la producción de bajo volumen a la estrategia de costes de acabado?
Para la producción de bajo volumen, la mejor estrategia de ahorro es utilizar técnicas de acabado simplificadas o métodos de fabricación híbridos para evitar altos costes de montaje. Cuando no fabricas millones de piezas, los sistemas automatizados caros o los moldes de acero de alta gama no tienen sentido económico. En estos casos, utilizar piezas CNC de bajo volumen para accesorios secundarios o prototipos puede mantener tu proyecto ágil y dentro del presupuesto.
En escenarios de bajo volumen, tienes un "Triángulo de Compensación":
Mano de obra vs. herramientas: Puede que sea más barato pagar a un técnico para que desbarba manualmente 500 piezas que gastar 5.000 dólares en un troquel de recorte especializado.
Materiales de serie: Utilizar materiales de fábrica pretexturizados o precoloreados para piezas con acabado CNC puede evitar por completo la configuración de moldeado.
Fijería universal: Plantillas de acabado para diseñar que pueden usarse para varias iteraciones de piezas en lugar de un único diseño específico.
¿Qué procesos secundarios ofrecen el mejor retorno de inversión?
El mejor retorno de inversión proviene de procesos que aportan un valor funcional o estético significativo con un tiempo de ciclo mínimo, como el marcado láser o la soldadura ultrasónica. Los procesos que son fácilmente escalables y tienen bajos costes de consumo siempre superan a los acabados manuales "artesanales". La marcado láser, por ejemplo, es permanente, extremadamente rápido y no requiere tintas ni disolventes, lo que la hace mucho más rentable que la impresión por tampón para producción a largo plazo.
¿Cuándo deberías elegir Marcado láser en lugar de Impresión de Almohadilla?
La impresión en tampones requiere almohadillas de silicona personalizadas, clichés (placas) y mezclas específicas de tinta. Cada vez que cambias el diseño, pagas por matrículas nuevas. Sin embargo, la marcado láser es digital. Puedes cambiar el número de serie o el logo sobre la marcha sin coste adicional de herramientas.
¿Merece la pena el Heat Staking?
Si vas a unir plástico a metal, el estaca térmica suele ser mucho más fiable y barata que los adhesivos. Los adhesivos requieren tiempo de curado, almacenamiento especializado y aplicación cuidadosa. El estaca térmica utiliza el propio material de la pieza para crear la unión, lo que resulta en un acabado más limpio y menores costes de material.
Consejo: Si tu marca requiere un logotipo, considera "moldearlo" (en bajorrelieve o en relieve) durante la fase de herramientas. Es gratis durante toda la vida útil de la herramienta y nunca se desgasta ni se despega de la mano.
Resumen: Una lista de verificación para reducir los costes de acabado
Para dominar realmente un acabado rentable para piezas moldeadas, debes ver el proceso de fabricación como un sistema único y holístico, en lugar de una serie de pasos aislados. Cada decisión tomada en la mesa de dibujo resuena en la cabina de pintura y en la línea de montaje.
Diseño para el aspecto "As-Molded": Usa texturas para ocultar defectos.
Prioriza el moho en color: evita la cabina de pulverización siempre que sea posible.
Optimiza la ubicación de las puertas: Automatiza la degación mediante el diseño de herramientas inteligentes.
Aprovecha el sobremoldeado: Sustituye la mano de obra de montaje por precisión mecánica.
Audita tu chatarra: Identifica qué paso final causa más rechazos y corrige la causa raíz en la herramienta.
Al implementar estas estrategias, puedes reducir tus costes operativos secundarios en un 30% o más, lo que te permite mantenerte competitivo en un mercado global cada vez más ajustado.
¿Quieres que te ayude a analizar un diseño específico de una pieza para ver dónde podemos recortar los pasos de acabado?
Lograr un acabado rentable para piezas moldeadas comienza mucho antes de que el plástico toque la herramienta; comienza con el diseño estratégico y la selección de materiales. En el competitivo panorama manufacturero, operaciones secundarias como la pintura, el pulido y el ensamblaje pueden a menudo duplicar el precio de un componente. Al comprender las palancas que controlan estos gastos, los fabricantes pueden mejorar significativamente sus márgenes sin sacrificar la calidad. Esta guía explora las estrategias más efectivas para optimizar tu producción y minimizar la carga posterior al moldeo.
¿Cuáles son los principales factores que impulsan los costes del acabado por moldeo por inyección?
Los costes de acabado se deben principalmente a procesos manuales intensivos en mano de obra, requisitos de equipos especializados y altas tasas de desguace durante las operaciones secundarias. Cuando una pieza requiere pulido a mano o enmascaramiento complejo para pintar, el "tiempo de toque" por unidad aumenta exponencialmente. Además, cada paso secundario introduce una nueva oportunidad de defectos, lo que puede derivar en costosos desperdicios de materiales y repeticiones.
En mis dos décadas en la fábrica, he visto innumerables proyectos en los que el presupuesto de acabado fue tres veces superior al coste real de la moldura. Los controladores "ocultos" suelen incluir:
Mano de obra manual: El desbarbado manual o la retirada manual de la puerta es el matador silencioso de la rentabilidad.
Herramientas especializadas: Las plantillas y accesorios personalizados para pintura o soldadura ultrasónica añaden un CAPEX inicial significativo.
Cumplimiento medioambiental: Manipular disolventes para recubrimientos o productos químicos para el placado requiere costosos sistemas de ventilación y eliminación.
Consumo de energía: Los hornos de curado térmico para recubrimientos industriales consumen enormes cantidades de energía durante largos ciclos de producción.
>Proceso de acabado
Coste relativo
Pulido/pulido del controlador
principal Mano
de obra manual muy
cualificada
Pintura/recubrimiento
Cumplimiento de materiales
y cumplimiento medioambiental
Montaje
de medios
de impresión
y tinta Consumibles
Autoacabado (tal y como moldeado)
Herramientas
muy bajas
Medios
de soldadura ultrasónica
de precisión y tiempo de ciclo
Según datos del sector [Insertar datos: Los costes medios de operación secundaria suelen representar entre el 30 y el 50% del precio total de la pieza], optimizar para acabados "tal y como moldeados" es la forma más eficaz de proteger tus resultados.
¿Cómo puede el diseño de piezas minimizar la necesidad de operaciones secundarias?
Puedes minimizar los costes de acabado diseñando piezas que salgan del molde en estado "listo para enviar", utilizando moldes texturizados para ocultar imperfecciones y optimizando la colocación de las compuertas. Al integrar características como snap-fits o bisagras vivas, eliminas la necesidad de montaje secundario o sujetadores. El diseño inteligente garantiza que las piezas piezas plásticas sean funcionales y estéticas sin necesidad de intervención humana adicional.
Cuando consultamos sobre nuevos diseños, a menudo descubrimos que un cambio de 1 grado en el ángulo de tirado puede marcar la diferencia entre una pieza que necesita pulido manualmente y una que se desliza fuera del molde con un acabado perfecto.
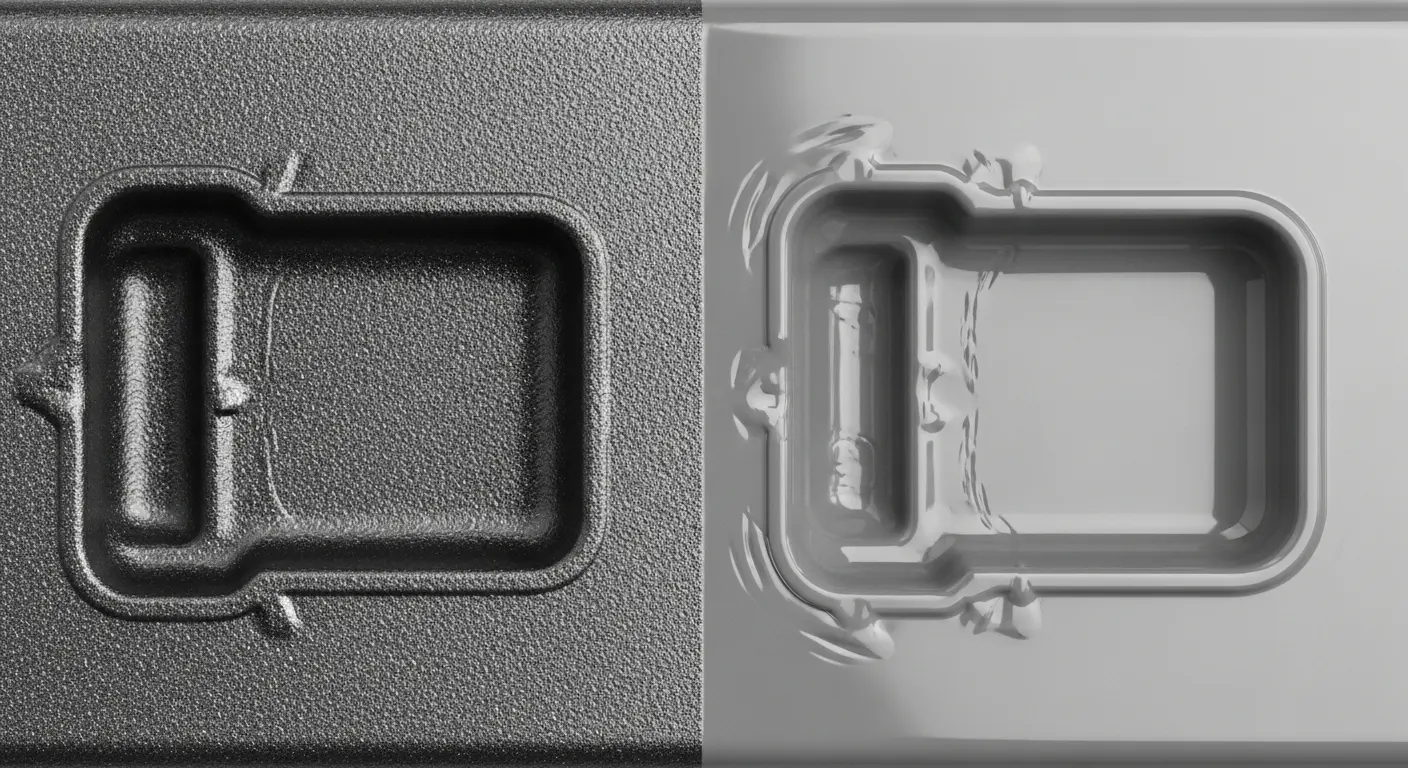
¿Puede la textura ocultar defectos de moldeado?
Sí, utilizar Mold-Tech u estándares de texturizado similares puede enmascarar marcas de hundimiento, líneas de flujo y líneas menores de punto. En lugar de pagar por un acabado de alto brillo que requiere un ambiente de sala limpia y una inspección constante, una textura mate o "cuero" puede reducir significativamente la tasa de chatarra. Esto es especialmente útil para componentes industriales donde la durabilidad es más importante que un brillo similar a un espejo.
¿La colocación de puertas es un factor de coste?
Por supuesto. Una vez trabajamos con un cliente que gastaba 0,15 dólares por pieza solo para recortar manualmente un vestigio de una superficie visible. Al pasar a una subcompuerta o a un sistema de "canal caliente", la pieza se degradaba automáticamente dentro de la herramienta. Aunque el coste inicial de la herramienta fue ligeramente mayor, el ahorro en mano de obra cubrió la diferencia en las primeras 10.000 unidades.
Consejo: Siempre diseña para "Disfraz de Portal". Coloca las compuertas en zonas empotradas o bajo etiquetas para que cualquier vestigio restante no requiera lijado manual ni corrección estética.
¿Por qué es fundamental el acabado superficial del molde para un acabado rentable?
El acabado superficial del molde determina el aspecto final de la pieza, lo que significa que una herramienta de alta calidad puede eliminar la necesidad de pulir o pintar después del proceso. Aunque un acabado SPI-A1 de alto brillo es caro de producir, a menudo resulta más barato que pulir manualmente miles de piezas. Elegir el acabado adecuado para herramientas garantiza que materiales como moldeado por inyección acrílica mantengan su claridad sin pasos secundarios.
Piensa en el molde como el "maestro" de tu acabado. Si el máster tiene fallos, cada copia necesitará una "corrección".
SPI-A1 (Grado #3 Diamond Buff): Mejor para piezas ópticas, pero extremadamente sensible a los arañazos.
SPI-B2 (Papel de grano 400): Un semibrillante estándar que equilibra coste y estética.
SPI-C1 (600 piedras): Un acabado mate que oculta huellas dactilares y pequeños arañazos durante el manejo.
Si moldeas materiales transparentes, debes decidir: ¿pago ahora el acabado de herramientas de alta gama o pago a un trabajador para pulir piezas durante los próximos tres años? Normalmente, la inversión inicial en la herramienta gana.
¿Puede la selección de materiales reducir la necesidad de pintar o recubrir?
Seleccionar la resina adecuada puede eliminar por completo la necesidad de pintar al proporcionar resistencia a los rayos UV, color y durabilidad química integradas. Los polímeros de alto rendimiento pueden precolorearse (mezcla de sal y pimienta o color compuesto) para conseguir el aspecto deseado directamente de la prensa. Este enfoque elimina la mano de obra, el equipamiento y los problemas medioambientales asociados a las cabinas de pintura externas.
Por ejemplo, usar herramienta de doble material permite moldear un agarre suave directamente sobre una carcasa de plástico duro. En los viejos tiempos, tenías que moldear dos piezas y pegarlas juntas o rociar un recubrimiento "suave al tacto" sobre el plástico. Ambos eran caros y propensos a descamarse. El sobremoldeo proporciona una unión superior y cero costes secundarios de acabado.
De manera similar, si tu pieza necesita flexibilidad y resistencia al calor, El moldeo por compresión de silicona suele dar un acabado naturalmente antideslizante y estéticamente agradable, requiriendo nada más que un recorte rápido con flash.
Material
Características Acabado
Beneficio Ahorro Potencial
resina pre-teñida
elimina pintura
20-40%
Estabilizadores UV
Elimina el recubrimiento protector
10-15%
Moho en color (MIC)
Elimina problemas de arañazos superficiales
Alto (Restos Inferiores)
Los plásticos autolubricantes
eliminan la grasa post-moldeo
entre un 5 y un 10%
¿Cuál es el papel de la automatización para reducir los gastos de acabado?
La automatización reduce los costes de acabado realizando tareas repetitivas como desmontaje, desembarazón y empaquetado con un 100% de consistencia y sin fatiga laboral. Los brazos robóticos integrados con la máquina de moldeo por inyección pueden recortar compuertas mientras la pieza aún está caliente, asegurando un corte más limpio. La automatización también reduce drásticamente el factor de "error humano", que es la principal causa de chatarra relacionada con acabados.
Recuerdo un proyecto en el que implementamos un robot sencillo de 6 ejes para tratar con llama una pieza de polipropileno antes de etiquetarla. Antes del robot, el "flameado" se hacía a mano. La inconsistencia llevó a una tasa de fallo en el sello del 12%. Una vez automatizada, la tasa de fallos cayó a [Insertar datos: Los estándares del sector muestran que la automatización puede reducir los defectos de acabado hasta en un 95%], y el tiempo de ciclo se redujo en 4 segundos por pieza.
Consejo: Incluso herramientas simples de "extremo de brazo" (EOAT) pueden diseñarse para realizar desbarbado básico. Pregunta a tu moldeador si sus robots pueden equiparse con pinzas o cuchillas para automatizar la retirada de puertas.
¿Cómo afecta la producción de bajo volumen a la estrategia de costes de acabado?
Para la producción de bajo volumen, la mejor estrategia de ahorro es utilizar técnicas de acabado simplificadas o métodos de fabricación híbridos para evitar altos costes de montaje. Cuando no fabricas millones de piezas, los sistemas automatizados caros o los moldes de acero de alta gama no tienen sentido económico. En estos casos, utilizar piezas CNC de bajo volumen para accesorios secundarios o prototipos puede mantener tu proyecto ágil y dentro del presupuesto.
En escenarios de bajo volumen, tienes un "Triángulo de Compensación":
Mano de obra vs. herramientas: Puede que sea más barato pagar a un técnico para que desbarba manualmente 500 piezas que gastar 5.000 dólares en un troquel de recorte especializado.
Materiales de serie: Utilizar materiales de fábrica pretexturizados o precoloreados para piezas con acabado CNC puede evitar por completo la configuración de moldeado.
Fijería universal: Plantillas de acabado para diseñar que pueden usarse para varias iteraciones de piezas en lugar de un único diseño específico.
¿Qué procesos secundarios ofrecen el mejor retorno de inversión?
El mejor retorno de inversión proviene de procesos que aportan un valor funcional o estético significativo con un tiempo de ciclo mínimo, como el marcado láser o la soldadura ultrasónica. Los procesos que son fácilmente escalables y tienen bajos costes de consumo siempre superan a los acabados manuales "artesanales". La marcado láser, por ejemplo, es permanente, extremadamente rápido y no requiere tintas ni disolventes, lo que la hace mucho más rentable que la impresión por tampón para producción a largo plazo.
¿Cuándo deberías elegir Marcado láser en lugar de Impresión de Almohadilla?
La impresión en tampones requiere almohadillas de silicona personalizadas, clichés (placas) y mezclas específicas de tinta. Cada vez que cambias el diseño, pagas por matrículas nuevas. Sin embargo, la marcado láser es digital. Puedes cambiar el número de serie o el logo sobre la marcha sin coste adicional de herramientas.
¿Merece la pena el Heat Staking?
Si vas a unir plástico a metal, el estaca térmica suele ser mucho más fiable y barata que los adhesivos. Los adhesivos requieren tiempo de curado, almacenamiento especializado y aplicación cuidadosa. El estaca térmica utiliza el propio material de la pieza para crear la unión, lo que resulta en un acabado más limpio y menores costes de material.
Consejo: Si tu marca requiere un logotipo, considera "moldearlo" (en bajorrelieve o en relieve) durante la fase de herramientas. Es gratis durante toda la vida útil de la herramienta y nunca se desgasta ni se despega de la mano.
Resumen: Una lista de verificación para reducir los costes de acabado
Para dominar realmente un acabado rentable para piezas moldeadas, debes ver el proceso de fabricación como un sistema único y holístico, en lugar de una serie de pasos aislados. Cada decisión tomada en la mesa de dibujo resuena en la cabina de pintura y en la línea de montaje.
Diseño para el aspecto "As-Molded": Usa texturas para ocultar defectos.
Prioriza el moho en color: evita la cabina de pulverización siempre que sea posible.
Optimiza la ubicación de las puertas: Automatiza la degación mediante el diseño de herramientas inteligentes.
Aprovecha el sobremoldeado: Sustituye la mano de obra de montaje por precisión mecánica.
Audita tu chatarra: Identifica qué paso final causa más rechazos y corrige la causa raíz en la herramienta.
Al implementar estas estrategias, puedes reducir tus costes operativos secundarios en un 30% o más, lo que te permite mantenerte competitivo en un mercado global cada vez más ajustado.
¿Quieres que te ayude a analizar un diseño específico de una pieza para ver dónde podemos recortar los pasos de acabado?
Por supuesto. Una vez trabajamos con un cliente que gastaba 0,15 dólares por pieza solo para recortar manualmente un vestigio de una superficie visible. Al pasar a una subcompuerta o a un sistema de "canal caliente", la pieza se degradaba automáticamente dentro de la herramienta. Aunque el coste inicial de la herramienta fue ligeramente mayor, el ahorro en mano de obra cubrió la diferencia en las primeras 10.000 unidades.
Consejo: Siempre diseña para "Disfraz de Portal". Coloca las compuertas en zonas empotradas o bajo etiquetas para que cualquier vestigio restante no requiera lijado manual ni corrección estética.
¿Por qué es fundamental el acabado superficial del molde para un acabado rentable?
El acabado superficial del molde determina el aspecto final de la pieza, lo que significa que una herramienta de alta calidad puede eliminar la necesidad de pulir o pintar después del proceso. Aunque un acabado SPI-A1 de alto brillo es caro de producir, a menudo resulta más barato que pulir manualmente miles de piezas. Elegir el acabado adecuado para herramientas garantiza que materiales como moldeado por inyección acrílica mantengan su claridad sin pasos secundarios.
Piensa en el molde como el "maestro" de tu acabado. Si el máster tiene fallos, cada copia necesitará una "corrección".
SPI-A1 (Grado #3 Diamond Buff): Mejor para piezas ópticas, pero extremadamente sensible a los arañazos.
SPI-B2 (Papel de grano 400): Un semibrillante estándar que equilibra coste y estética.
SPI-C1 (600 piedras): Un acabado mate que oculta huellas dactilares y pequeños arañazos durante el manejo.
Si moldeas materiales transparentes, debes decidir: ¿pago ahora el acabado de herramientas de alta gama o pago a un trabajador para pulir piezas durante los próximos tres años? Normalmente, la inversión inicial en la herramienta gana.
¿Puede la selección de materiales reducir la necesidad de pintar o recubrir?
Seleccionar la resina adecuada puede eliminar por completo la necesidad de pintar al proporcionar resistencia a los rayos UV, color y durabilidad química integradas. Los polímeros de alto rendimiento pueden precolorearse (mezcla de sal y pimienta o color compuesto) para conseguir el aspecto deseado directamente de la prensa. Este enfoque elimina la mano de obra, el equipamiento y los problemas medioambientales asociados a las cabinas de pintura externas.
Por ejemplo, usar herramienta de doble material permite moldear un agarre suave directamente sobre una carcasa de plástico duro. En los viejos tiempos, tenías que moldear dos piezas y pegarlas juntas o rociar un recubrimiento "suave al tacto" sobre el plástico. Ambos eran caros y propensos a descamarse. El sobremoldeo proporciona una unión superior y cero costes secundarios de acabado.
De manera similar, si tu pieza necesita flexibilidad y resistencia al calor, El moldeo por compresión de silicona suele dar un acabado naturalmente antideslizante y estéticamente agradable, requiriendo nada más que un recorte rápido con flash.
Material
Características Acabado
Beneficio Ahorro Potencial
resina pre-teñida
elimina pintura
20-40%
Estabilizadores UV
Elimina el recubrimiento protector
10-15%
Moho en color (MIC)
Elimina problemas de arañazos superficiales
Alto (Restos Inferiores)
Los plásticos autolubricantes
eliminan la grasa post-moldeo
entre un 5 y un 10%
¿Cuál es el papel de la automatización para reducir los gastos de acabado?
La automatización reduce los costes de acabado realizando tareas repetitivas como desmontaje, desembarazón y empaquetado con un 100% de consistencia y sin fatiga laboral. Los brazos robóticos integrados con la máquina de moldeo por inyección pueden recortar compuertas mientras la pieza aún está caliente, asegurando un corte más limpio. La automatización también reduce drásticamente el factor de "error humano", que es la principal causa de chatarra relacionada con acabados.
Recuerdo un proyecto en el que implementamos un robot sencillo de 6 ejes para tratar con llama una pieza de polipropileno antes de etiquetarla. Antes del robot, el "flameado" se hacía a mano. La inconsistencia llevó a una tasa de fallo en el sello del 12%. Una vez automatizada, la tasa de fallos cayó a [Insertar datos: Los estándares del sector muestran que la automatización puede reducir los defectos de acabado hasta en un 95%], y el tiempo de ciclo se redujo en 4 segundos por pieza.
Consejo: Incluso herramientas simples de "extremo de brazo" (EOAT) pueden diseñarse para realizar desbarbado básico. Pregunta a tu moldeador si sus robots pueden equiparse con pinzas o cuchillas para automatizar la retirada de puertas.
¿Cómo afecta la producción de bajo volumen a la estrategia de costes de acabado?
Para la producción de bajo volumen, la mejor estrategia de ahorro es utilizar técnicas de acabado simplificadas o métodos de fabricación híbridos para evitar altos costes de montaje. Cuando no fabricas millones de piezas, los sistemas automatizados caros o los moldes de acero de alta gama no tienen sentido económico. En estos casos, utilizar piezas CNC de bajo volumen para accesorios secundarios o prototipos puede mantener tu proyecto ágil y dentro del presupuesto.
En escenarios de bajo volumen, tienes un "Triángulo de Compensación":
Mano de obra vs. herramientas: Puede que sea más barato pagar a un técnico para que desbarba manualmente 500 piezas que gastar 5.000 dólares en un troquel de recorte especializado.
Materiales de serie: Utilizar materiales de fábrica pretexturizados o precoloreados para piezas con acabado CNC puede evitar por completo la configuración de moldeado.
Fijería universal: Plantillas de acabado para diseñar que pueden usarse para varias iteraciones de piezas en lugar de un único diseño específico.
¿Qué procesos secundarios ofrecen el mejor retorno de inversión?
El mejor retorno de inversión proviene de procesos que aportan un valor funcional o estético significativo con un tiempo de ciclo mínimo, como el marcado láser o la soldadura ultrasónica. Los procesos que son fácilmente escalables y tienen bajos costes de consumo siempre superan a los acabados manuales "artesanales". La marcado láser, por ejemplo, es permanente, extremadamente rápido y no requiere tintas ni disolventes, lo que la hace mucho más rentable que la impresión por tampón para producción a largo plazo.
¿Cuándo deberías elegir Marcado láser en lugar de Impresión de Almohadilla?
La impresión en tampones requiere almohadillas de silicona personalizadas, clichés (placas) y mezclas específicas de tinta. Cada vez que cambias el diseño, pagas por matrículas nuevas. Sin embargo, la marcado láser es digital. Puedes cambiar el número de serie o el logo sobre la marcha sin coste adicional de herramientas.
¿Merece la pena el Heat Staking?
Si vas a unir plástico a metal, el estaca térmica suele ser mucho más fiable y barata que los adhesivos. Los adhesivos requieren tiempo de curado, almacenamiento especializado y aplicación cuidadosa. El estaca térmica utiliza el propio material de la pieza para crear la unión, lo que resulta en un acabado más limpio y menores costes de material.
Consejo: Si tu marca requiere un logotipo, considera "moldearlo" (en bajorrelieve o en relieve) durante la fase de herramientas. Es gratis durante toda la vida útil de la herramienta y nunca se desgasta ni se despega de la mano.
Resumen: Una lista de verificación para reducir los costes de acabado
Para dominar realmente un acabado rentable para piezas moldeadas, debes ver el proceso de fabricación como un sistema único y holístico, en lugar de una serie de pasos aislados. Cada decisión tomada en la mesa de dibujo resuena en la cabina de pintura y en la línea de montaje.
Diseño para el aspecto "As-Molded": Usa texturas para ocultar defectos.
Prioriza el moho en color: evita la cabina de pulverización siempre que sea posible.
Optimiza la ubicación de las puertas: Automatiza la degación mediante el diseño de herramientas inteligentes.
Aprovecha el sobremoldeado: Sustituye la mano de obra de montaje por precisión mecánica.
Audita tu chatarra: Identifica qué paso final causa más rechazos y corrige la causa raíz en la herramienta.
Al implementar estas estrategias, puedes reducir tus costes operativos secundarios en un 30% o más, lo que te permite mantenerte competitivo en un mercado global cada vez más ajustado.
¿Quieres que te ayude a analizar un diseño específico de una pieza para ver dónde podemos recortar los pasos de acabado?
Lograr un acabado rentable para piezas moldeadas comienza mucho antes de que el plástico toque la herramienta; comienza con el diseño estratégico y la selección de materiales. En el competitivo panorama manufacturero, operaciones secundarias como la pintura, el pulido y el ensamblaje pueden a menudo duplicar el precio de un componente. Al comprender las palancas que controlan estos gastos, los fabricantes pueden mejorar significativamente sus márgenes sin sacrificar la calidad. Esta guía explora las estrategias más efectivas para optimizar tu producción y minimizar la carga posterior al moldeo.
¿Cuáles son los principales factores que impulsan los costes del acabado por moldeo por inyección?
Los costes de acabado se deben principalmente a procesos manuales intensivos en mano de obra, requisitos de equipos especializados y altas tasas de desguace durante las operaciones secundarias. Cuando una pieza requiere pulido a mano o enmascaramiento complejo para pintar, el "tiempo de toque" por unidad aumenta exponencialmente. Además, cada paso secundario introduce una nueva oportunidad de defectos, lo que puede derivar en costosos desperdicios de materiales y repeticiones.
En mis dos décadas en la fábrica, he visto innumerables proyectos en los que el presupuesto de acabado fue tres veces superior al coste real de la moldura. Los controladores "ocultos" suelen incluir:
Mano de obra manual: El desbarbado manual o la retirada manual de la puerta es el matador silencioso de la rentabilidad.
Herramientas especializadas: Las plantillas y accesorios personalizados para pintura o soldadura ultrasónica añaden un CAPEX inicial significativo.
Cumplimiento medioambiental: Manipular disolventes para recubrimientos o productos químicos para el placado requiere costosos sistemas de ventilación y eliminación.
Consumo de energía: Los hornos de curado térmico para recubrimientos industriales consumen enormes cantidades de energía durante largos ciclos de producción.
>Proceso de acabado
Coste relativo
Pulido/pulido del controlador
principal Mano
de obra manual muy
cualificada
Pintura/recubrimiento
Cumplimiento de materiales
y cumplimiento medioambiental
Montaje
de medios
de impresión
y tinta Consumibles
Autoacabado (tal y como moldeado)
Herramientas
muy bajas
Medios
de soldadura ultrasónica
de precisión y tiempo de ciclo
Según datos del sector [Insertar datos: Los costes medios de operación secundaria suelen representar entre el 30 y el 50% del precio total de la pieza], optimizar para acabados "tal y como moldeados" es la forma más eficaz de proteger tus resultados.
¿Cómo puede el diseño de piezas minimizar la necesidad de operaciones secundarias?
Puedes minimizar los costes de acabado diseñando piezas que salgan del molde en estado "listo para enviar", utilizando moldes texturizados para ocultar imperfecciones y optimizando la colocación de las compuertas. Al integrar características como snap-fits o bisagras vivas, eliminas la necesidad de montaje secundario o sujetadores. El diseño inteligente garantiza que las piezas piezas plásticas sean funcionales y estéticas sin necesidad de intervención humana adicional.
Cuando consultamos sobre nuevos diseños, a menudo descubrimos que un cambio de 1 grado en el ángulo de tirado puede marcar la diferencia entre una pieza que necesita pulido manualmente y una que se desliza fuera del molde con un acabado perfecto.
¿Puede la textura ocultar defectos de moldeado?
Sí, utilizar Mold-Tech u estándares de texturizado similares puede enmascarar marcas de hundimiento, líneas de flujo y líneas menores de punto. En lugar de pagar por un acabado de alto brillo que requiere un ambiente de sala limpia y una inspección constante, una textura mate o "cuero" puede reducir significativamente la tasa de chatarra. Esto es especialmente útil para componentes industriales donde la durabilidad es más importante que un brillo similar a un espejo.
¿La colocación de puertas es un factor de coste?
Por supuesto. Una vez trabajamos con un cliente que gastaba 0,15 dólares por pieza solo para recortar manualmente un vestigio de una superficie visible. Al pasar a una subcompuerta o a un sistema de "canal caliente", la pieza se degradaba automáticamente dentro de la herramienta. Aunque el coste inicial de la herramienta fue ligeramente mayor, el ahorro en mano de obra cubrió la diferencia en las primeras 10.000 unidades.
Consejo: Siempre diseña para "Disfraz de Portal". Coloca las compuertas en zonas empotradas o bajo etiquetas para que cualquier vestigio restante no requiera lijado manual ni corrección estética.
¿Por qué es fundamental el acabado superficial del molde para un acabado rentable?
El acabado superficial del molde determina el aspecto final de la pieza, lo que significa que una herramienta de alta calidad puede eliminar la necesidad de pulir o pintar después del proceso. Aunque un acabado SPI-A1 de alto brillo es caro de producir, a menudo resulta más barato que pulir manualmente miles de piezas. Elegir el acabado adecuado para herramientas garantiza que materiales como moldeado por inyección acrílica mantengan su claridad sin pasos secundarios.
Piensa en el molde como el "maestro" de tu acabado. Si el máster tiene fallos, cada copia necesitará una "corrección".
SPI-A1 (Grado #3 Diamond Buff): Mejor para piezas ópticas, pero extremadamente sensible a los arañazos.
SPI-B2 (Papel de grano 400): Un semibrillante estándar que equilibra coste y estética.
SPI-C1 (600 piedras): Un acabado mate que oculta huellas dactilares y pequeños arañazos durante el manejo.
Si moldeas materiales transparentes, debes decidir: ¿pago ahora el acabado de herramientas de alta gama o pago a un trabajador para pulir piezas durante los próximos tres años? Normalmente, la inversión inicial en la herramienta gana.
¿Puede la selección de materiales reducir la necesidad de pintar o recubrir?
Seleccionar la resina adecuada puede eliminar por completo la necesidad de pintar al proporcionar resistencia a los rayos UV, color y durabilidad química integradas. Los polímeros de alto rendimiento pueden precolorearse (mezcla de sal y pimienta o color compuesto) para conseguir el aspecto deseado directamente de la prensa. Este enfoque elimina la mano de obra, el equipamiento y los problemas medioambientales asociados a las cabinas de pintura externas.
Por ejemplo, usar herramienta de doble material permite moldear un agarre suave directamente sobre una carcasa de plástico duro. En los viejos tiempos, tenías que moldear dos piezas y pegarlas juntas o rociar un recubrimiento "suave al tacto" sobre el plástico. Ambos eran caros y propensos a descamarse. El sobremoldeo proporciona una unión superior y cero costes secundarios de acabado.
De manera similar, si tu pieza necesita flexibilidad y resistencia al calor, El moldeo por compresión de silicona suele dar un acabado naturalmente antideslizante y estéticamente agradable, requiriendo nada más que un recorte rápido con flash.
Material
Características Acabado
Beneficio Ahorro Potencial
resina pre-teñida
elimina pintura
20-40%
Estabilizadores UV
Elimina el recubrimiento protector
10-15%
Moho en color (MIC)
Elimina problemas de arañazos superficiales
Alto (Restos Inferiores)
Los plásticos autolubricantes
eliminan la grasa post-moldeo
entre un 5 y un 10%
¿Cuál es el papel de la automatización para reducir los gastos de acabado?
La automatización reduce los costes de acabado realizando tareas repetitivas como desmontaje, desembarazón y empaquetado con un 100% de consistencia y sin fatiga laboral. Los brazos robóticos integrados con la máquina de moldeo por inyección pueden recortar compuertas mientras la pieza aún está caliente, asegurando un corte más limpio. La automatización también reduce drásticamente el factor de "error humano", que es la principal causa de chatarra relacionada con acabados.
Recuerdo un proyecto en el que implementamos un robot sencillo de 6 ejes para tratar con llama una pieza de polipropileno antes de etiquetarla. Antes del robot, el "flameado" se hacía a mano. La inconsistencia llevó a una tasa de fallo en el sello del 12%. Una vez automatizada, la tasa de fallos cayó a [Insertar datos: Los estándares del sector muestran que la automatización puede reducir los defectos de acabado hasta en un 95%], y el tiempo de ciclo se redujo en 4 segundos por pieza.
Consejo: Incluso herramientas simples de "extremo de brazo" (EOAT) pueden diseñarse para realizar desbarbado básico. Pregunta a tu moldeador si sus robots pueden equiparse con pinzas o cuchillas para automatizar la retirada de puertas.
¿Cómo afecta la producción de bajo volumen a la estrategia de costes de acabado?
Para la producción de bajo volumen, la mejor estrategia de ahorro es utilizar técnicas de acabado simplificadas o métodos de fabricación híbridos para evitar altos costes de montaje. Cuando no fabricas millones de piezas, los sistemas automatizados caros o los moldes de acero de alta gama no tienen sentido económico. En estos casos, utilizar piezas CNC de bajo volumen para accesorios secundarios o prototipos puede mantener tu proyecto ágil y dentro del presupuesto.
En escenarios de bajo volumen, tienes un "Triángulo de Compensación":
Mano de obra vs. herramientas: Puede que sea más barato pagar a un técnico para que desbarba manualmente 500 piezas que gastar 5.000 dólares en un troquel de recorte especializado.
Materiales de serie: Utilizar materiales de fábrica pretexturizados o precoloreados para piezas con acabado CNC puede evitar por completo la configuración de moldeado.
Fijería universal: Plantillas de acabado para diseñar que pueden usarse para varias iteraciones de piezas en lugar de un único diseño específico.
¿Qué procesos secundarios ofrecen el mejor retorno de inversión?
El mejor retorno de inversión proviene de procesos que aportan un valor funcional o estético significativo con un tiempo de ciclo mínimo, como el marcado láser o la soldadura ultrasónica. Los procesos que son fácilmente escalables y tienen bajos costes de consumo siempre superan a los acabados manuales "artesanales". La marcado láser, por ejemplo, es permanente, extremadamente rápido y no requiere tintas ni disolventes, lo que la hace mucho más rentable que la impresión por tampón para producción a largo plazo.
¿Cuándo deberías elegir Marcado láser en lugar de Impresión de Almohadilla?
La impresión en tampones requiere almohadillas de silicona personalizadas, clichés (placas) y mezclas específicas de tinta. Cada vez que cambias el diseño, pagas por matrículas nuevas. Sin embargo, la marcado láser es digital. Puedes cambiar el número de serie o el logo sobre la marcha sin coste adicional de herramientas.
¿Merece la pena el Heat Staking?
Si vas a unir plástico a metal, el estaca térmica suele ser mucho más fiable y barata que los adhesivos. Los adhesivos requieren tiempo de curado, almacenamiento especializado y aplicación cuidadosa. El estaca térmica utiliza el propio material de la pieza para crear la unión, lo que resulta en un acabado más limpio y menores costes de material.
Consejo: Si tu marca requiere un logotipo, considera "moldearlo" (en bajorrelieve o en relieve) durante la fase de herramientas. Es gratis durante toda la vida útil de la herramienta y nunca se desgasta ni se despega de la mano.
Resumen: Una lista de verificación para reducir los costes de acabado
Para dominar realmente un acabado rentable para piezas moldeadas, debes ver el proceso de fabricación como un sistema único y holístico, en lugar de una serie de pasos aislados. Cada decisión tomada en la mesa de dibujo resuena en la cabina de pintura y en la línea de montaje.
Diseño para el aspecto "As-Molded": Usa texturas para ocultar defectos.
Prioriza el moho en color: evita la cabina de pulverización siempre que sea posible.
Optimiza la ubicación de las puertas: Automatiza la degación mediante el diseño de herramientas inteligentes.
Aprovecha el sobremoldeado: Sustituye la mano de obra de montaje por precisión mecánica.
Audita tu chatarra: Identifica qué paso final causa más rechazos y corrige la causa raíz en la herramienta.
Al implementar estas estrategias, puedes reducir tus costes operativos secundarios en un 30% o más, lo que te permite mantenerte competitivo en un mercado global cada vez más ajustado.
¿Quieres que te ayude a analizar un diseño específico de una pieza para ver dónde podemos recortar los pasos de acabado?