
Velocidad de avance vs velocidad de corte: guía esencial para mecanizado y fabricación CNC
En mecanizado y fabricación CNC, el control preciso de los parámetros del proceso es fundamental. Dos de las métricas más críticas en cualquier operación de mecanizado son la velocidad de avance y la velocidad de corte. Aunque a menudo se mencionan juntas, representan aspectos distintos del movimiento de la herramienta y la eliminación de materiales, y confundirlas puede provocar mala calidad superficial, desgaste rápido de la herramienta y reducción de la productividad.
Entender la diferencia entreVelocidad de avance frente a velocidad de cortepermite a los maquinistas e ingenieros establecer parámetros óptimos de mecanizado, lograr los acabados superficiales deseados y alargar la vida útil de la herramienta, todo ello mientras mejora los tiempos de ciclo y reduce los costes de producción.
Este artículo explica estos dos parámetros en profundidad, cómo influyen en los resultados del mecanizado, cómo calcularlos y optimizarlos, y por qué equilibrar ambos es crucial en la fabricación moderna.
¿Qué es la velocidad de avance en el mecanizado?
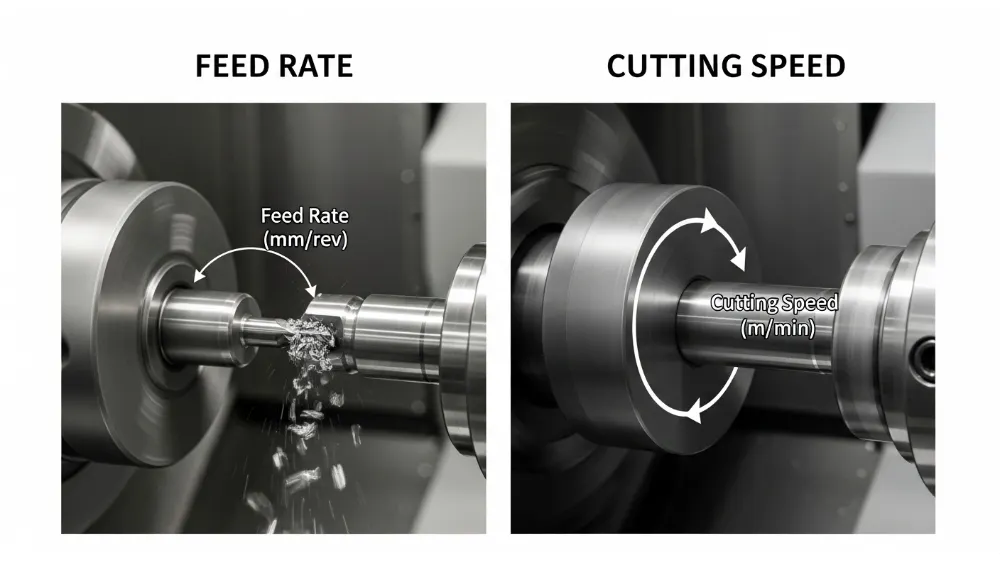
La velocidad de avance se refiere a la velocidad a la que avanza la herramienta de corte—o la pieza de trabajo—en relación con el material que se está cortando. Normalmente se expresa como distancia por revolución (mm/rev o in/rev) para operaciones de torneado, y distancia por minuto (mm/min o in/min) para fresado o perforado.
La tasa de avance afecta directamente a la cantidad de material que se elimina en una sola pasada y tiene una influencia significativa en:
- Carga de chips:El grosor del material eliminado por cada diente o filo de corte.
- Acabado superficial:Tasas de alimentación más altas suelen producir acabados más rugosos.
- Interacción con la herramienta:Avances más rápidos aumentan las fuerzas de corte y pueden acelerar el desgaste.
En términos sencillos,La tasa de alimentación controla la tasa de acoplamiento del material. Si imaginas una sierra cortando madera, la velocidad de avance describe la velocidad a la que se empuja la hoja de la sierra contra el material.

Por qué importa la tasa de alimentación
Ajustar la tasa de avance correcta es fundamental para:
- Fuerzas de corte equilibradas:Un avance demasiado bajo puede provocar roce y endurecimiento por trabajo, mientras que demasiado alto puede causar rotura de herramientas.
- Tiempos de ciclo predecibles:Tasas de avance precisas reducen chatarra y retrabajo en entornos de producción.
- Calidad superficial constante:Un avance adecuado contribuye a acabados más suaves en las piezas finales.
Comprensión de la velocidad de corte
La velocidad de corte describe la rapidez con la que se corta el material en laInterfaz herramienta-pieza, normalmente medido comoVelocidad en superficie (m/min o ft/min). Representa la velocidad lineal a la que el filo de corte pasa a lo largo de la superficie de la pieza de trabajo.
En el torneado, la velocidad de corte se calcula en función de las RPM del husillo y el diámetro de la pieza. En el fresado, depende de la velocidad del husillo y del radio de la fresa.

Por qué es fundamental reducir la velocidad
La velocidad de corte está directamente ligada a:
- Vida útil de la herramienta:Las velocidades de corte más altas generan más calor, acelerando el desgaste.
- Estrés térmico:Las velocidades excesivas pueden causar deformación térmica tanto en la pieza como en la herramienta.
- Compatibilidad de materiales:Los materiales más duros generalmente requieren velocidades de corte más bajas.
Piensa en la velocidad de corte como la velocidad a la que el "filo" se mueve a través del material, afectando a la generación de calor y a los mecanismos de fractura de la herramienta.
Velocidad de avance vs velocidad de corte — Diferencias clave
Aunque tanto la velocidad de avance como la velocidad de corte son parámetros de mecanizado, difieren en definición, propósito e impacto:
- Definición
- Tasa de alimentación:La distancia que avanza la herramienta respecto a la pieza por unidad de tiempo.
- Velocidad de corte:La velocidad a la que el filo cortante se mueve sobre la superficie de la pieza.
- Unidades
- Tasa de alimentación:mm/min, inhal/min, mm/rev, in/rev.
- Velocidad de corte:M/min o FT/min.
- Impacto principal
- Tasa de alimentación:Influye en el acabado superficial, el tamaño de la viruta y la carga mecánica.
- Velocidad de corte:Afecta a la generación de calor, el desgaste de las herramientas y la eficiencia del corte.
- Control Variables
- Tasa de alimentación:Se ajusta variando la alimentación de la pieza o por revolución.
- Velocidad de corte:Se ajusta cambiando la velocidad del husillo o la estrategia de eliminación de materiales.
- Relación entre la vida útil de la herramienta
- La tasa de avance aumenta la carga mecánica en cada filo de corte.
- La velocidad de corte afecta predominantemente a la generación térmica y a los mecanismos de desgaste.
Comprender ambos permite a los mecanizados ajustar parámetros de corte para materiales específicos, geometrías de herramientas y capacidades de máquina.
Cómo calcular la velocidad de avance y la velocidad de corte
Velocidad de corte (Vc)
La velocidad de corte se calcula como:
Vc = π × D × RPM / 1000
Donde:
Vc = velocidad de corte (m/min)
D = diámetro de la pieza de trabajo/herramienta (mm)
RPM = velocidad del husillo
Los fabricantes proporcionan velocidades de corte recomendadas basadas en el tipo de material y las herramientas.
Tasa de alimentación (F)
La velocidad de avance en la molienda suele calcularse como:
F = fz × Z × RPM
Donde:
F = tasa de avance (mm/min)
fz = alimentación por diente (mm/diente)
Z = número de dientes en el cortador
RPM = velocidad del husillo
Para las operaciones de giro, se utiliza un avance por revolución (mm/rev).
Impacto en la vida útil de la herramienta y el acabado superficial
Elegir la velocidad de avance y de corte adecuadas tiene un efecto dramático en:
Vida útil de la herramienta
Las altas velocidades de corte aumentan la acumulación de calor en el filo de corte, debilitando los recubrimientos o sustratos de las herramientas y reduciendo la vida útil de la herramienta. Por el contrario, las bajas velocidades de corte reducen el estrés térmico pero pueden aumentar el desgaste mecánico.
La velocidad de avance influye en la carga de viruta que soporta cada filo de corte. Una alimentación demasiado alta provoca cargas eléctricas y desgaste prematuro o rotura; Demasiado bajo puede provocar parloteos y roces.
Calidad de la superficie
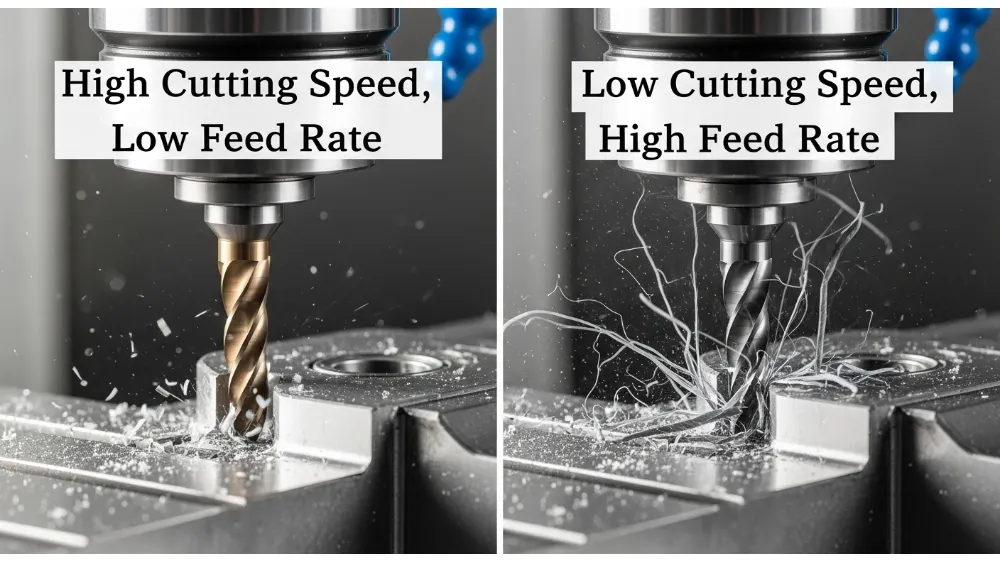
Los acabados superficiales finos suelen requerir velocidades de corte moderadas combinadas con menor avance por diente. Las operaciones de desbaste que eliminan grandes volúmenes de material suelen utilizar avances más altos a velocidades de corte controladas para equilibrar eficiencia y acabado.
Optimización conjunta de la velocidad de avance y de corte
La optimización del mecanizado se basa en el equilibrio. Las mayores tasas de eliminación de material se producen cuando se ajustan la velocidad de avance y la velocidad de corte:
- Aumenta la velocidad de avance gradualmente para pasadas de desbaste mientras controlas la velocidad de corte para evitar calor excesivo.
- Para el acabado, reduce el avance por diente y ajusta la velocidad de corte para la estabilidad térmica y la integridad superficial.
- Utiliza las recomendaciones del fabricante y las tablas de herramientas como punto de partida.
- Considera la geometría de la herramienta, el recubrimiento y la aplicación del refrigerante al ajustar ambos parámetros.
Las máquinas CNC modernas suelen incluir funciones de control adaptativo que monitorizan las condiciones de corte y ajustan automáticamente el avance o la velocidad para un rendimiento óptimo.
Errores comunes al establecer parámetros de mecanizado
Muchos talleres siguen fijando las velocidades de avance y de corte solo en función de la sensación o la experiencia. Esto puede llevar a:
- Tasas de alimentación demasiado agresivas, causando fracturas de herramientas y acabados deficientes.
- Velocidades de corte excesivas, lo que provoca daños térmicos y vida útil reducida de las herramientas.
- Avances incorrectos para el tipo de herramienta, como el uso de avances de fresa para operaciones de perforación.
Entender la diferencia entreVelocidad de avance frente a velocidad de cortePermite a los operadores definir parámetros basados en física y ciencia de materiales, no solo en conjeturas.
Consideraciones materiales
Los diferentes materiales de las piezas requieren combinaciones únicas de avance y velocidad:
- Aluminio:Puede funcionar a velocidades de corte más altas gracias a su buena conductividad térmica, pero requiere una evacuación cuidadosa de las virutas en el arco.
- Acero inoxidable:Normalmente necesita velocidades de corte más bajas para evitar el endurecimiento por trabajo y la acumulación de calor de la herramienta.
- Titanio e Inconel:Requieren velocidades de corte más bajas y avances moderados debido a la baja conductividad térmica y a la alta afinidad química con las herramientas.
- Plásticos y materiales compuestos:Necesitan alimentaciones controladas para evitar la fusión o la delaminación.
Seleccionar los parámetros correctos para el material mejora la estabilidad del proceso y la calidad de las piezas.
Papel de la maquinaria y las herramientas
No todas las máquinas pueden mantener altas velocidades o avances debido a los límites de rigidez y potencia. De manera similar, las herramientas de corte varían en:
- Geometría:Los ángulos de filo y los rompevirutas influyen en los avances óptimos.
- Recubrimiento:Recubrimientos como TiAlN o diamante proporcionan barreras térmicas que permiten mayores velocidades de corte.
- Material:Carburo, HSS, cerámica — cada medio de herramientas tiene envolventes específicos de avance y velocidad.
Aprovecha las guías del fabricante de herramientas y la retroalimentación de carga de la máquina para ajustar los ajustes adecuados.
Estrategias avanzadas de mecanizado
Las técnicas de mecanizado adaptativo como el fresado de alta eficiencia (HEM) y el mecanizado de alta velocidad (HSM) dependen del control preciso tanto de la velocidad de avance como de la velocidad de corte. Estos métodos mantienen la carga del chip constante mientras controlan la acumulación de calor, lo que a menudo requiere ajustes de programación CAM.
El uso de herramientas de simulación para previsualizar trayectorias y cargas de corte ayuda a evitar colisiones, un compromiso excesivo de la herramienta y condiciones de corte inestables.
Ejemplo real: Fresar un bloque de acero
Imagina fresar un bloque de acero endurecido con una fresa de 20 mm:
- La velocidad de corte recomendada para las herramientas en acero podría ser de 180 m/min.
- Dado el diámetro del cortador y los límites de la máquina, calcula las RPM.
- Selecciona un avance inicial por diente según las especificaciones del fabricante de la herramienta.
- Ajusta en función de los resultados reales del corte, el acabado superficial y los patrones de desgaste de la herramienta.
Este proceso ilustra cómoVelocidad de avance frente a velocidad de corteLas decisiones afectan directamente a los resultados del mecanizado.
Medición y seguimiento durante el mecanizado
Las máquinas-herramienta modernas incorporan sensores que rastrean la carga del husillo, las vibraciones y el desgaste de las herramientas. La retroalimentación puede provocar una reducción de avance o cambios en la velocidad del husillo para prolongar la vida útil de la herramienta o mantener la precisión de las piezas.
Los sistemas de monitorización del estado de la herramienta (TCM) ayudan a automatizar ajustes, reduciendo la dependencia de ajustes fijos de avance y velocidad.
Preguntas frecuentes (FAQ)
P1: ¿Cuál es la principal diferencia entre la velocidad de avance y la velocidad de corte?
La velocidad de avance controla la velocidad con la que avanza la herramienta hacia el material, mientras que la velocidad de corte describe la velocidad con la que se mueve el filo de la herramienta a lo largo de la superficie de la pieza.
P2: ¿Cómo afectan la velocidad de avance y de corte a la vida útil de las herramientas?
Las altas velocidades de corte aumentan el calor, acelerando el desgaste; Velocidades de avance inapropiadas pueden sobrecargar mecánicamente el filo de corte.
P3: ¿Son intercambiables la velocidad de avance y la velocidad de corte?
No. Representan diferentes fenómenos físicos y deben ajustarse de forma independiente según las herramientas, los materiales y las capacidades de la máquina.
P4: ¿Qué parámetro es más crítico para el acabado superficial?
Ambas cosas importan, pero la alimentación por diente suele tener un efecto más directo en la rugosidad superficial que la velocidad de corte por sí sola.
P5: ¿Cómo se ajustan estos parámetros en la programación CNC?
Los avances y velocidades se definen en la configuración de la trayectoria de herramienta. El software CAM permite especificar ambos en función de los datos del material y del cortador.
P6: ¿Puede el refrigerante cambiar los avances y velocidades óptimas?
Sí. Los refrigerantes reducen la temperatura, permitiendo velocidades de corte más altas y potencialmente mayores velocidades de avance, dependiendo del material y la herramienta.
Conclusión
Dominar la interacción entre la velocidad de avance y la velocidad de corte es esencial para un mecanizado eficiente y una fabricación de alta calidad. Aunque la velocidad de avance determina la carga de virutas y el acoplamiento del material, la velocidad de corte determina las condiciones térmicas y la vida útil de la herramienta. Equilibrar ambos — mediante cálculo, experimentación y monitorización en tiempo real — garantiza procesos de producción optimizados, reducción de costes de herramientas y una calidad superior de las piezas.
Al comprender estos fundamentos y adaptarlos a materiales y capacidades específicas de la máquina, los fabricantes pueden mejorar significativamente el rendimiento y reducir el desperdicio en operaciones CNC y convencionales.