
Punzonado de metal vs estampado: ¿Cuál es la diferencia? Guía completa
En el mundo de la fabricación de chapa metálica, dos procesos dominan la creación de características, el modelado de piezas y la producción en gran volumen:Punzonado de metalesyEstampado de metales. Estos términos a veces se usan indistintamente, pero se refieren a métodos distintos con diferentes aplicaciones, requisitos de herramientas y resultados. Elegir el enfoque equivocado puede provocar ineficiencias, mayores costes o problemas de calidad.
ComprensiónPunzonado de metales vs estampadoAyuda a ingenieros, diseñadores y equipos de fabricación a tomar decisiones estratégicas que mejoran la calidad de la producción y reducen costes. Esta guía explica las diferencias fundamentales entre estos procesos, dónde destaca cada uno y cómo aplicarlos eficazmente en la fabricación moderna.
¿Qué es el golpe de metal?
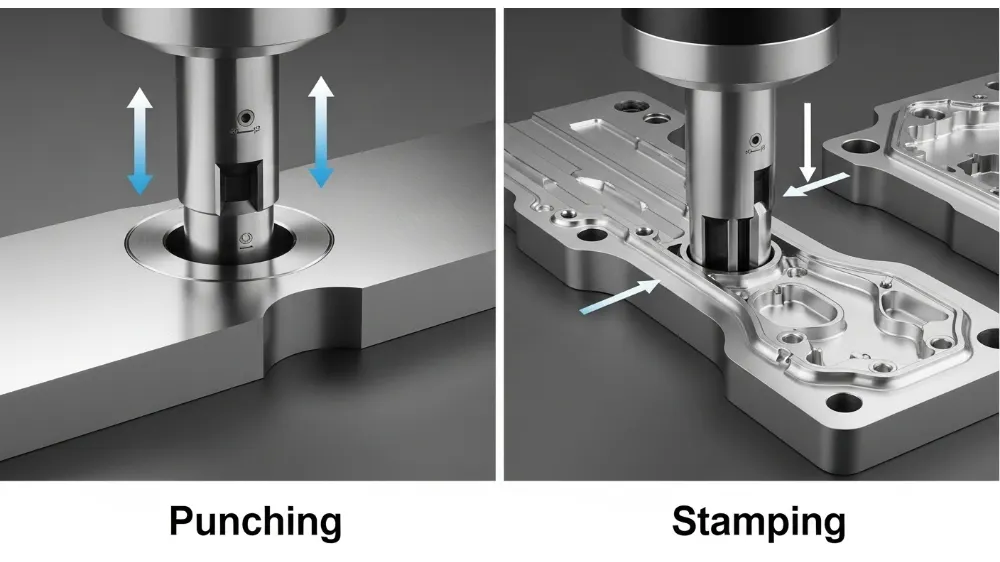
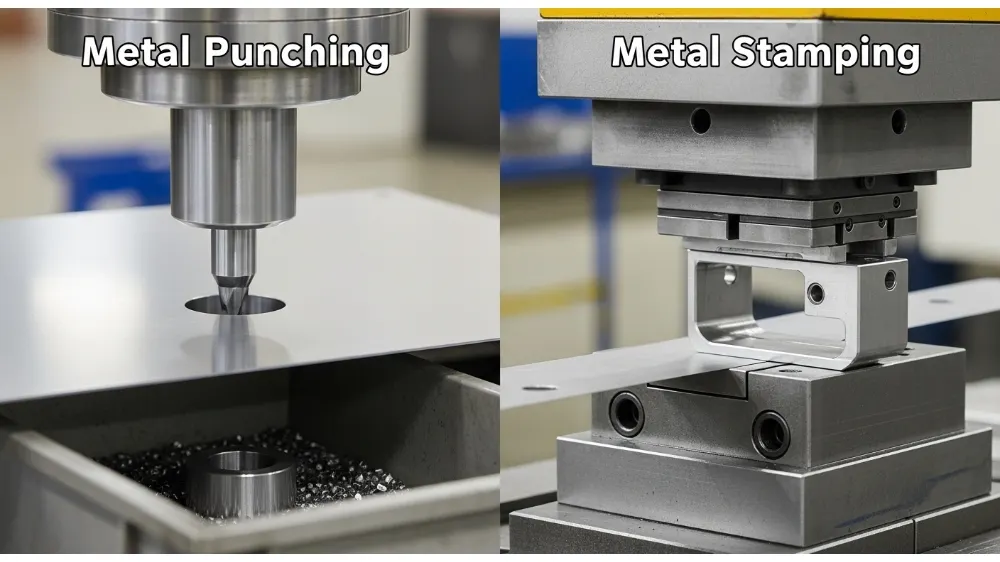
El punzonado metálico es unProceso de eliminación de materialesen la que una herramienta de punzón fuerza una perforadora con forma a través de chapa metálica para crear agujeros o recortes. El punzón introduce el material de la lámina en un troquel correspondiente, cortándolo limpiamente. Como el proceso corta el material en lugar de deformarlo, el resultado es un agujero o forma distinta que se separa de la lámina original.
El punzonado de metales se utiliza ampliamente para crear agujeros, ranuras, muescas y recortes simples en piezas planas de chapa metálica. El proceso es rápido, repetible y muy adecuado para producciones de gran volumen.
Características clave del punzonado
- Elimina material para crear agujeros o recortes.
- Utiliza una combinación de punzador y derroque.
- Deformación mínima fuera de la zona de corte.
- Ideal para geometrías simples.
Las máquinas perforadoras suelen funcionar con accionamientos hidráulicos, mecánicos o controlados por CNC. Los centros de perforación automatizados pueden procesar grandes láminas con alta velocidad y precisión para piezas como paneles perforados, soportes y placas de montaje.
¿Qué es el estampado de metal?
El estampado metálico es unCategoría amplia de procesos de conformado y fabricaciónEso incluye dar puñetazos como uno de los posibles pasos. El estampado utiliza matrices y prensas personalizadas para moldear, doblar, relevar, formar o cortar chapa metálica en piezas terminadas. A diferencia del punzonado, que solo elimina material, el estampado a menudo altera la geometría de la lámina sin necesariamente eliminar ningún material.
El estampado metálico puede abarcar varios subprocesos, entre ellos:
- Blanqueamiento– Cortar formas planas a partir de chapa.
- Bending– Formar ángulos o curvas.
- Dibujo– Estirar metal para formar copas, conchas y formas complejas.
- Acuñación– Flujo controlado del metal para obtener detalles precisos.
- Estampado– Crear diseños elevados o empotrados.
El estampado se utiliza ampliamente en componentes de carrocería de automóviles, carcasas de electrodomésticos, soportes electrónicos y otras piezas que requierenformas complejas con mecanizado secundario mínimo.
Características clave del estampado
- Consiste en conformar, doblar o dar forma al metal.
- A menudo produce piezas complejas y finalmente utilizables.
- Puede incluir cortar o recortar como uno de varios pasos.
- Utiliza herramientas y matrices adaptadas específicas para el diseño de piezas.

Punzonado vs estampado: diferencias principales
1. Eliminación de materiales vs conformado de materiales
La principal diferencia entre el punzonado y el estampado de metal radica enCómo se trata el material:
Puñetazos:Quita material para hacer agujeros o recortes.
Estampado:Remodela o forma el material, a menudo sin quitarlo, aunque operaciones de corte como el blanking o el recorte forman parte del estampado.
2. Complejidad de las piezas
El golpe es ideal paraFormas simples y patrones de agujeros repetibles, pero no está destinada a partes que requieren contornos complejos o formas tridimensionales.
Soportes de estampadoOperaciones de chip de varios pasos y multifunciónque puede doblar, relevar, estirar o atirar metal en piezas intrincadas en una sola tirada.
3. Herramientas y complejidad de los troqueles
Las herramientas de punzonado son relativamente sencillas: normalmente un juego de punzonador y troqueles diseñado para coincidir con la forma deseada del agujero. En cambio, los troqueles de estampado pueden ser muy complejos, ya que combinan múltiples acciones de conformado en un solo conjunto de herramientas.
Por ello, las herramientas de estampado suelen ser más caras de diseñar y fabricar, pero cumplenPartes terminadas con trabajo secundario mínimo.
4. Volumen de producción y eficiencia
El golpe es extremadamente eficiente paraPerforación y perforación de agujeros de alto volumencon bajo coste unitario y tiempos de ciclo rápidos. Para piezas que solo requieren agujeros o recortes simples, el punzonado suele ser más rápido que el estampado.
El estampado, aunque es algo más lento por ciclo debido a operaciones adicionales de conformado, puede producirComponentes de forma netaque eliminan pasos secundarios, ahorrando tiempo en el montaje y reduciendo la mano de obra.
5. Idoneidad para la solicitud
El punzón es perfecto para productos como:
- Láminas perforadas
- Soportes con patrones repetitivos de agujeros
- Placas de montaje
- Paneles de ventilación
El estampado destaca en la producción:
- Paneles de carrocería de automóviles
- Bastidores y carcasas de electrodomésticos
- Componentes estructurales
- Complejos recintos metálicos
Cuando golpear tiene sentido
El golpeado de metal destaca en situaciones donde:
- La pieza requiereAgujeros repetidos o formas simples.
- Se necesita un conformado mínimo.
- Un alto rendimiento y eficiencia en costes son prioridades.
- El grosor de la chapa metálica es uniforme y está dentro de la capacidad del punzón.
Una ventaja clave del punzón es suPrecisión y repetibilidad, especialmente cuando se controla con sistemas CNC. Las máquinas modernas de punzonador CNC pueden localizar, perforar y secuenciar automáticamente las operaciones para maximizar la cobertura de la lámina y minimizar el desperdicio.
Cuando el estampado es la mejor opción
El estampado es preferible cuando:
- El papel exigeGeometría compleja o características multiejes.
- Las piezas deben entregarse cerca de su forma final utilizable.
- El mecanizado secundario, el doblado o la soldadura deben minimizarse.
- Se requiere consistencia y alta resistencia para aplicaciones de alta carga.
Dado que el estampado puede integrar múltiples operaciones—como el relieve de estampado, el doblado o el recorte—en un solo troquel, los fabricantes ahorran tiempo de ciclo y coste total de producción para diseños complejos.
Grosor del material y limitaciones del proceso
Tanto el punzonado como el estampado pueden manejar un rango de grosores de lámina, pero cada uno tiene limitaciones:
El punzonado generalmente está limitado por la resistencia de la herramienta de punzón y elFuerza de corte necesaria para cortar el metal. Las aleaciones muy gruesas o extremadamente duras pueden requerir velocidades de punzón más lentas o herramientas especializadas.
El estampado puede manejar materiales más gruesos siempre que el troquel y la prensa estén diseñados para la carga. Sin embargo, el estirado profundo o el doblado fuerte pueden requerir troqueles progresivos o compuestos para distribuir eficazmente las fuerzas de formación y evitar la falla del material.

Costes de herramientas y ciclo de vida
Los costes de las herramientas de punzonamiento suelen ser menores debido a un diseño y fabricación más simples. Los punzones y troqueles pueden reemplazarse a medida que se produce el desgaste, y el mantenimiento es sencillo.
El estampado de herramientas puede implicar:
- Troqueles progresivos
- Troqueles compuestos
- Herramientas multiestación
- Características especializadas de conformado
Estos juegos de herramientas son más caros al principio y requieren un diseño y mantenimiento cuidadosos, pero el ahorro a largo plazo proviene de la capacidad de producirpiezas de alta precisión y forma de redA volúmenes muy altos.
Personalización y flexibilidad
Los sistemas de punzonado metálico —especialmente los basados en CNC— ofrecen una gran flexibilidad paraDisposiciones personalizadas de los agujeros o cambios de configuración. Rediseñar un programa de punzonador es más rápido que rehacer un troquel de estampación.
Los troqueles de estampación, una vez fabricados, son menos flexibles ante cambios de diseño. Cualquier modificación importante suele requerirReingeniería del dado, lo que incrementa el coste y el tiempo.
Consideraciones de calidad y precisión
Ambos procesos pueden alcanzar alta precisión, pero el control de calidad difiere:
El punzonado producebordes cortados limpioscon rebabas mínimas cuando está correctamente configurado. Sin embargo, la calidad del filo depende de la nitidez de la herramienta, las propiedades del material y la distancia entre los punzones.
El estampado proporciona una geometría precisa de la pieza e integridad de la forma, pero con controlRetroceso y distorsiónrequiere un diseño cuidadoso del troquel y lubricación.
Comparación de costes: Perforado vs Estampado
El golpe suele tener:
- Menor coste de herramientas
- Ciclo más rápido para geometrías simples
- Menor coste por unidad para piezas solo de agujero
El estampado tiene:
- Mayor inversión inicial en herramientas
- Mayor complejidad y funcionalidad por parte
- Menor coste total de fabricación para componentes complejos y acabados
En última instancia, la mejor elección depende del diseño de la pieza, el volumen de producción, el material y las tolerancias.
Integración con otros procesos
Tanto el punzonado como el estampado se cruzan con otros flujos de trabajo de fabricación. Por ejemplo, las prensas progresivas de estampado pueden integrar perforado, blanking, doblado y relieve en múltiples estaciones. Estoreduce el manejo de piezasy mejora la repetibilidad.
Consideraciones medioambientales y de residuos
El punzonado suele generarChatarra metálicadel material extraido—este puede recogerse y reciclarse. El estampado puede minimizar el desperdicio utilizando estrategias de blanking y anidamiento para maximizar la utilización de la hoja.
Últimas tendencias en punzonado y estampado
La fabricación moderna utiliza cada vez más:
- Control y automatización CNC
- Manipulación robótica de materiales
- Monitorización de calidad en tiempo real
- Tecnología de prensa servo
Estas tecnologías mejoran la precisión, reducen los tiempos de ciclo y aportan flexibilidad tanto a las operaciones de punzonado como de estampado.
Elegir entre punzonar y estampar
Para decidir entre los dos:
- EvalúaComplejidad de las piezas
- EvaluarVolumen de producción
- ConsideraPropiedades y grosor del material
- AnalizaCoste total de producción
- ReseñaTolerancias requeridas
Las simulaciones avanzadas y la integración CAD/CAM pueden modelar tensiones y flujo de materiales, ayudando a los ingenieros a optimizar la elección antes de construir las herramientas.
Preguntas frecuentes – Preguntas comunes sobre el punzonado de metales frente al estampado
P1: ¿Es el mismo proceso de perforar y estampar?
R: No. El punzonado corta específicamente agujeros o recortes al retirar material, mientras que el estampado incluye operaciones de conformado y conformado que pueden o no implicar la eliminación de material.
P2: ¿Qué método es mejor para agujeros simples?
R: El perforado suele ser más eficiente y rentable para crear agujeros simples y repetitivos.
P3: ¿Puede el estampado incluir operaciones de punzonazo?
R: Sí. Los troqueles de estampado suelen incorporar pasos de punzonado, blanking o recorte como parte de una secuencia de conformado más amplia.
P4: ¿Cuesta más estampar que perforar?
R: Normalmente sí, porque las herramientas de estampado son más complejas y caras al principio, pero pueden reducir el coste total de fabricación de piezas complejas.
P5: ¿Es el punzonado CNC más flexible que el estampado?
R: El punzonado CNC ofrece mayor flexibilidad para cambiar la disposición o configuraciones de los agujeros sin modificar las herramientas físicas.
P6: ¿Cómo afectan el grosor y la dureza del material a la elección?
R: Materiales muy gruesos o duros pueden limitar la eficiencia del punzonado y la vida útil de la herramienta, haciendo que el estampado o el conformado progresivo sean más adecuados.
P7: ¿Qué proceso produce menos residuos?
R: El estampado puede generar menos desperdicio cuando se optimizan los diseños anidados y el blanking; El punzonamiento genera recortes que deben reciclarse.
Conclusión
Comprendiendo las diferencias entrePunzonado de metales vs estampadoPermite a los fabricantes elegir el método de fabricación más adecuado para sus piezas. El punzonado permite una eliminación rápida y eficiente del material y patrones de agujeros sencillos, mientras que el estampado entrega piezas completamente formadas y complejas con un mecanizado mínimo.
Tu elección influirá en los costes de herramientas, la velocidad de producción, la precisión de las piezas y la eficiencia general de fabricación. Al combinar el conocimiento de los requisitos de diseño de piezas con las capacidades de las tecnologías modernas de fabricación, puedes tomar decisiones que mejoren la productividad y la calidad del producto.