
¿Qué tolerancias puede lograr el estampado metálico de precisión?
El estampado de metal de precisión puede alcanzar típicamente tolerancias estándar de ±0,005 pulgadas (±0,127 mm). Sin embargo, con herramientas avanzadas de alta precisión y prensas especializadas, los fabricantes pueden alcanzar tolerancias ultra estrictas de tan bajo como ±0,001 pulgadas (±0,025 mm) o incluso ±0,0005 pulgadas en aplicaciones específicas de alto volumen. La tolerancia exacta que se puede alcanzar depende en gran medida del tipo de material, grosor, geometría de la pieza y la calidad del troquel de estampación. Para la mayoría de las aplicaciones industriales, mantener estos márgenes estrechos garantiza que los componentes complejos encajen perfectamente en conjuntos más grandes, reduciendo la necesidad de mecanizado secundario.
Comprendiendo las tolerancias de estampación de metales de precisión
La tolerancia en el estampado metálico se refiere a la desviación permitida de las dimensiones previstas de una pieza. Como el metal es elástico y reactivo, alcanzar la "perfección" es imposible; En su lugar, los ingenieros definen un rango en el que la pieza seguirá funcionando correctamente.
El estampado de precisión en metal se distingue del estampado tradicional por su capacidad para mantener límites mucho más estrictos de forma consistente a lo largo de millones de ciclos. Esto es crucial para industrias como la electrónica y la aeroespacial, donde una fracción de milímetro puede marcar la diferencia entre un dispositivo funcional y una falla total.
Factores que influyen en la precisión del estampado
Varias variables determinan si puedes alcanzar un objetivo de ±0,001" o si deberías ceñirte a un ±0,010" más relajado:
- Temple del material: Los materiales más duros recuperan más la fuerza tras ser impactados, mientras que metales blandos como el aluminio pueden deformarse bajo presión.
- Calidad del metraje: Los troqueles de carburo mantienen sus filos más largos que el acero, proporcionando mejor consistencia en tiradas largas.
- Velocidad de prensa: Las prensas de alta velocidad generan calor, que puede provocar la expansión térmica del metal, desplazando sutilmente las dimensiones.
¿Cuál es la tolerancia estándar para el estampado metálico?
El estándar industrial para la mayoría de los proyectos de estampado metálico personalizado suele ser ±0,005 pulgadas (0,127 mm). Esta gama proporciona un equilibrio entre un ajuste de alta calidad y una producción rentable, ya que no requiere refrigeración extremadamente especializada ni materiales de matriz ultrapremium.
Aunque ±0,005" es el "punto óptimo", muchos proyectos que involucran soportes simples o componentes estructurales pueden usar una "tolerancia comercial" de ±0,010 pulgadas a ±0,015 pulgadas. Relajar la tolerancia cuando sea posible reduce significativamente el coste de las herramientas y acelera el calendario de producción. Al decidir tus especificaciones, es útil entender cómo elegir el material metálico adecuado para estampar piezas, ya que el grosor y la ductilidad del material determinarán tu línea base alcanzable.
¿Cómo afecta el grosor del material a las tolerancias de estampado?
Generalmente, cuanto más fino sea el material, más ajustada es la tolerancia que puedes conseguir. Esto se debe a que las láminas más finas requieren menos fuerza para cizallar y formarse, lo que provoca menos deflexión de la herramienta y acumulación de calor.
Para materiales de menos de 0,020" de grosor, es común alcanzar ±0,001". A medida que se pasan a placas más gruesas—como las que se usan para
Desglose de tolerancias por grosor del material
<clase de figura="wp-bloque-tabla"><tabla clase="has-fija-disposición">¿Puede el estampado metálico ser tan preciso como el mecanizado CNC?
Aunque el mecanizado CNC puede mantener tolerancias más estrictas (a menudo hasta ±0,0001"), el estampado de precisión en metal puede igualar la precisión CNC para muchas piezas de calibre delgado, ofreciendo velocidades de producción significativamente más rápidas y menores costes unitarios.
La principal diferencia radica en el proceso: el mecanizado elimina material, mientras que el estampado lo forma. Para producción en grandes volúmenes, el estampado es casi siempre la mejor opción para piezas finas y complejas. Si no tienes claro qué proceso se adapta a tu proyecto, consulta nuestra guía en la diferencia entre estampado de metal y mecanizado CNC para ver qué método ofrece la precisión que requiere tu diseño.
¿Qué es "Springback" y cómo afecta a la tolerancia?
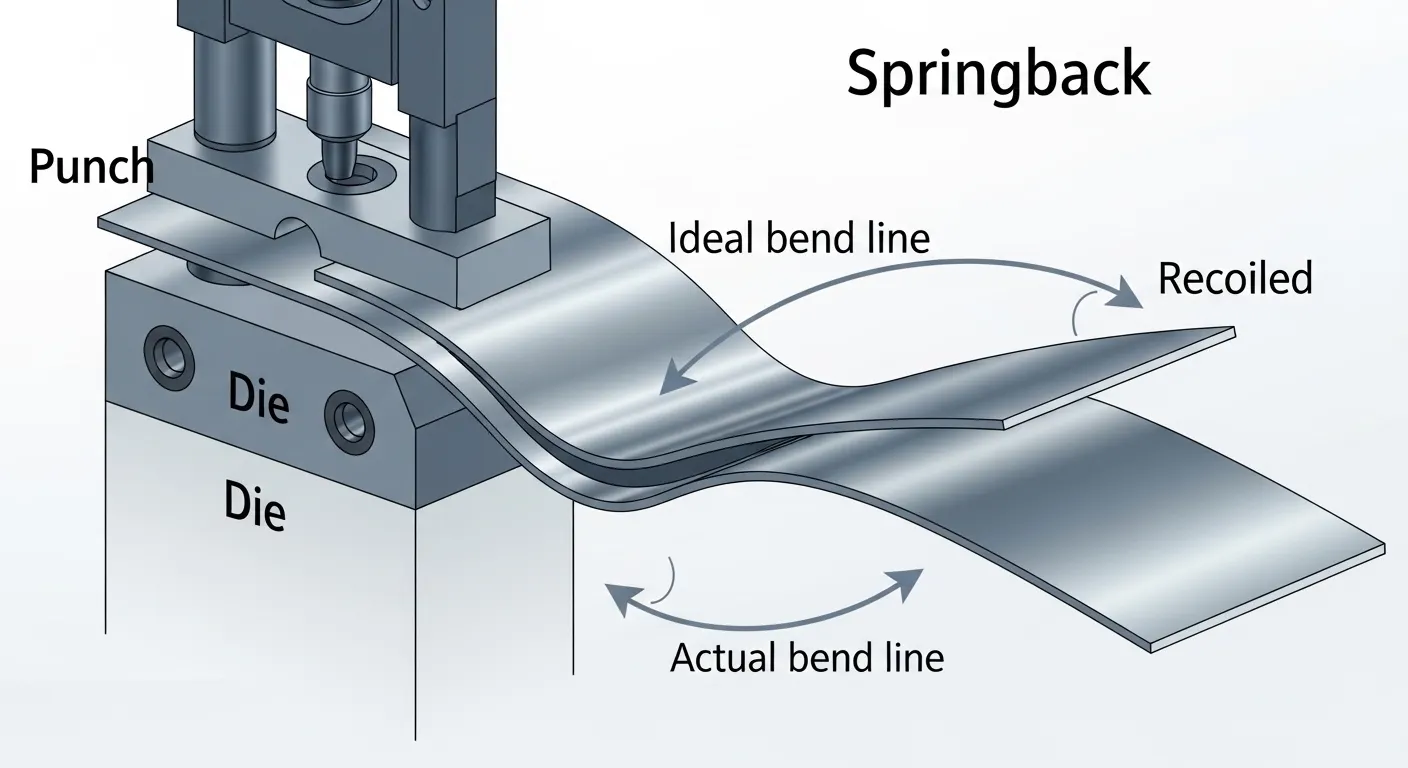
El retroceso es la tendencia de una pieza metálica a volver a su forma original tras liberar la presión de estampado. Es un gran desafío para lograr tolerancias estrictas, especialmente en las operaciones de flexión.
Los ingenieros tienen en cuenta el retroceso "sobredoblando" la pieza del troquel. Por ejemplo, si se requiere una curvatura de 90 grados, el chip puede estar diseñado para doblar el metal a 92 grados, sabiendo que "saltará" dos grados una vez que salga de la prensa.
- Los aceros de alta resistencia tienen un gran retroceso y requieren una compensación más agresiva.
- El cobre recocido tiene un retroceso muy bajo, lo que facilita mantener tolerancias ajustadas.
Preguntas frecuentes
Sí. Procesos secundarios como el tratamiento térmico o el recubrimiento pueden hacer que las piezas se expandan, contraigan o deformen. Es esencial calcular estos cambios durante la fase de diseño para que las dimensiones "tal como estampadas" tengan en cuenta el acabado final.
En entornos especializados de "micro-estampado", se pueden alcanzar tolerancias tan estrictas como ±0,0002", aunque esto requiere instalaciones climatizadas y herramientas de carburo ultra precisas.
La mejor forma de reducir costes es aplicar tolerancias estrictas solo a superficies críticas de "acoplamiento". Utiliza tolerancias más flexibles (±0,015") para los bordes no críticos y así prolongar la vida útil de tu troquel de estampación.
Indirectamente, sí. Usar una prensa con tonelaje insuficiente puede hacer que el bastidor se flexione, lo que provoca dimensiones inconsistentes. Los trabajos de alta precisión requieren prensas de alta resistencia y alta resistencia.
Puntos clave
- Las tolerancias estándar para estampado de precisión suelen ser de ±0,005 pulgadas.
- Las aplicaciones de ultra precisión pueden alcanzar ±0,0005 pulgadas con herramientas avanzadas de carburo.
- La elección del material y el grosor son los factores más significativos para determinar la precisión alcanzable.
- El diseño estratégico (solo ajustando las tolerancias cuando sea necesario) es la clave para equilibrar calidad y coste.
Conclusión
Determinar qué tolerancias puede lograr la estampación de metales de precisión es un equilibrio entre física, ciencia de materiales e ingeniería. Aunque ±0,005" es la base, el techo de precisión es increíblemente alto para quienes están dispuestos a invertir en herramientas premium y un riguroso control de calidad. Al comprender estos límites desde el principio de la fase de diseño, puedes asegurarte de que tus componentes sean de alto rendimiento y fabricables.