
¿Qué es la impresión 3D con fusión multirrecho (MJF)? Guía completa
La impresión 3D Multi-Jet Fusion (MJF) es una tecnología avanzada de fabricación aditiva en cama de polvo que utiliza agentes de fusión y detallado líquidos para crear piezas plásticas funcionales y de alta densidad. Desarrollado por HP, este proceso funciona depositando una matriz de agentes por inyección de tinta sobre un lecho de polvo polimérico, que luego se fusiona en una capa sólida mediante calor infrarrojo. MJF es ampliamente reconocida por producir piezas isotrópicas con alta precisión dimensional y resistencia mecánica, lo que la convierte en una opción preferida para componentes industriales de uso final, prototipos impresos en 3D para componentes automotrices y complejos carcasas de electrónica de consumo.
Cómo funciona la tecnología de fusión multichorro: El proceso MJF
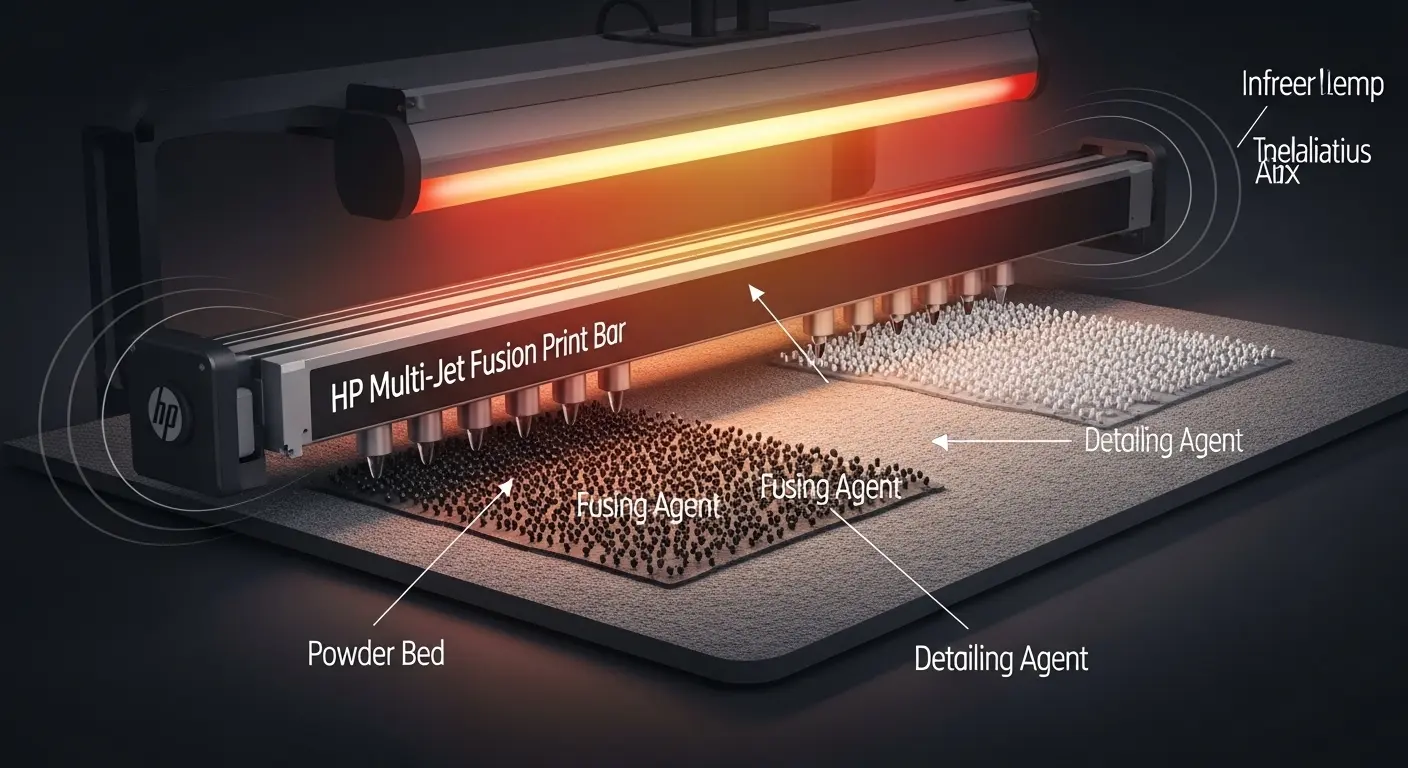
El proceso de fusión Multi-Jet se diferencia de otras tecnologías de lecho de pólvora por su enfoque único de "área". En lugar de un trazado láser de un camino (como se ve en SLS), MJF utiliza una barra de impresión que abarca todo el ancho de construcción. Esto permite que la máquina deposite agentes y caliente toda la capa en una sola pasada, aumentando significativamente la velocidad de producción. El proceso comienza con una fina capa de material—normalmente nylon PA12—distribuida sobre la plataforma de construcción.
Dos tipos distintos de agentes facilitan la construcción. El "agente fusor" se aplica donde la pieza debe ser sólida, absorbiendo energía infrarroja para fundir el polvo. Simultáneamente, se aplica un "agente de detallado" en los límites de la pieza. Este agente de detallado se evapora para enfriar el polvo circundante, evitando que el calor se filtre en las zonas vecinas. Este sistema de doble agente garantiza bordes nítidos y una alta resolución de características. Una vez que una capa está fusionada, la plataforma de construcción se desplaza hacia abajo, se extiende una nueva capa de polvo y el ciclo se repite hasta que las piezas están completas.
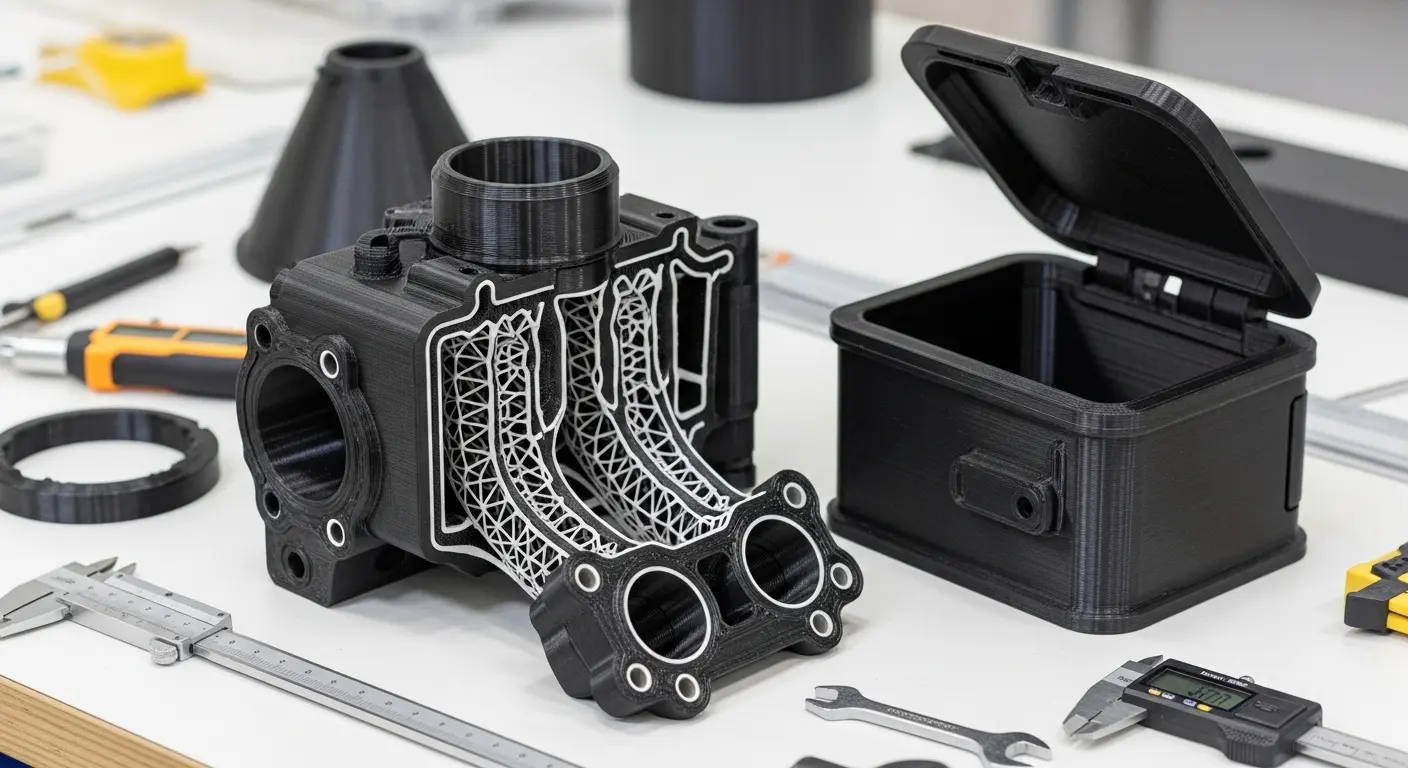
Tras la construcción, toda la tarta en polvo se traslada a una estación de procesamiento para su refrigeración. Debido a que las piezas están soportadas por la polvo sin sinterización circundante, los diseñadores disfrutan de una enorme libertad geométrica. No es necesario disponer de estructuras de soporte, lo que reduce el trabajo manual y permite la creación de canales internos o piezas entrelazadas que serían imposibles con el moldeo tradicional o la impresión FDM.
MJF vs SLS 3D Printing: Diferencias clave para ingenieros
Para los equipos de ingeniería que evalúan un servicio de impresión 3D servicio de impresión 3D HP MJF, la comparación más común es con la Sinterización Selectiva por Láser (SLS). Aunque ambas tecnologías utilizan camas de pólvora y materiales de nailon, los resultados mecánicos y las cualidades superficiales varían. SLS utiliza un láser de CO2 para sinterizar el polvo, mientras que MJF utiliza calor infrarrojo y agentes químicos. Esta diferencia fundamental en la entrega de energía afecta a cómo las cadenas poliméricas se unen, especialmente en el eje Z.
Uno de los principales beneficios de la impresión 3D industrial de la impresión 3D MJF es su superior isotropía. En muchos procesos de impresión 3D, el "grano" de las capas crea un punto débil en la dirección vertical. El MJF alcanza una resistencia casi idéntica en los ejes X, Y y Z porque el proceso de calentamiento por infrarrojos garantiza un perfil térmico más uniforme en toda la pieza. Para los responsables de compras, esto se traduce en una pieza más fiable que tiene menos probabilidades de fallar bajo cargas multiaxiales en el campo.
Propiedades mecánicas y resistencia isotrópica
La resistencia isotrópica es la característica definitoria de la MJF. En pruebas funcionales, las piezas MJF presentan una mayor elongación al romper en comparación con el SLS, lo que significa que pueden deformarse más antes de fallar. Esto es especialmente útil para prototipos impresos en 3D para electrónica de consumo que requieren ajustes rápidos o bisagras vivas. Si comparamos estos con el moldeo por inyección tradicional, el MJF PA12 se acerca notablemente a las propiedades mecánicas del Nylon 12 moldeado.
Precisión dimensional y resolución de características
El MJF es capaz de lograr tolerancias muy estrictas, típicamente alrededor del ±0,2 mm o ±0,2% para piezas más grandes. El agente de detallado permite esquinas más nítidas y texturas más finas de lo que normalmente es posible con el tamaño relativamente mayor de punto láser del SLS. Sin embargo, dado que el proceso implica un calor significativo, la gestión térmica es crítica. En SunOn, nuestro proceso de cotización liderado por DFM identifica áreas donde el calor podría acumularse—como secciones transversales gruesas—y sugiere modificaciones de diseño como el hollowing para asegurar que las dimensiones finales sigan siendo precisas.
Materiales de fusión multichorro: Enfoque en PA11 y PA12
El éxito de cualquier proyecto de fabricación aditiva depende en gran medida de la selección de materiales. La mayoría de los materiales Multi Jet Fusion son nylons, valorados por su resistencia química, durabilidad y versatilidad. Debido a que MJF produce piezas con baja porosidad, estos materiales se utilizan a menudo para aplicaciones herméticas o estancas, como colectores de fluidos o carcasas con prueba de presión.
Al seleccionar un material, los responsables de la obtención deben equilibrar los requisitos mecánicos de la pieza con las condiciones ambientales a las que se enfrentará. Aunque PA12 es el estándar del sector, PA11 ofrece una mayor resistencia al impacto para piezas que sufran vibraciones fuertes o colisiones. Proporcionamos documentación completa para estos materiales, asegurando que los responsables de control de calidad puedan verificar el cumplimiento de las normas internacionales para equipos automotrices o industriales.
PA12: El estándar para piezas industriales funcionales
MJF PA12 las propiedades lo convierten en el caballo de batalla de la tecnología MJF. Ofrece un excelente equilibrio entre rigidez y resistencia con un acabado superficial de grano fino. PA12 es altamente resistente a productos químicos, incluidos hidrocarburos, aceites y grasas, lo que lo hace ideal para componentes de motores o piezas de maquinaria industrial. Su baja absorción de humedad garantiza que las piezas mantengan su estabilidad dimensional incluso en ambientes húmedos, lo cual es una preocupación común para la adquisición global de B2B.
PA11: Alta resistencia al impacto y biocompatibilidad
El nylon PA11 es un material de origen bionatural hecho de aceite de ricino. Es más dúctil que el PA12 y ofrece una resistencia al impacto superior. Para impresión 3D prototipo de dispositivos médicos, PA11 suele ser la opción preferida porque es biocompatible y supera las pruebas USP Clase I-VI e ISO 10993. Su capacidad para absorber energía sin romperse la convierte en una excelente opción para ortesis, prótesis y equipos de protección donde el contacto humano y la durabilidad son fundamentales.
Ventajas de la impresión 3D industrial MJF para los gestores de aprovisionamiento
Desde la perspectiva de la aprovisionamiento, el principal beneficio de MJF es la rapidez de comercialización. Como la tecnología puede imprimir miles de piezas en una sola construcción, sirve de forma efectiva para salvar la brecha entre prototipado y producción en masa. Para lotes pequeños y medianos (hasta 1.000 unidades), el MJF suele presentar un coste total menor que el moldeo por inyección porque elimina la inversión de cinco cifras necesaria para las herramientas de acero.
Además, MJF permite la "fabricación distribuida". Un fabricante de hardware puede validar su diseño con unas pocas docenas de piezas MJF antes de pasar a SunOn moldeo vs impresión 3D para decidir cuándo cambiar a herramientas duras. Este enfoque ágil preserva el capital y permite cambios de diseño basados en la retroalimentación real del mercado sin la penalización de desguace de moldes caros.
La libertad de diseño de MJF también simplifica las cadenas de suministro. En lugar de ensamblar cinco piezas moldeadas por inyección en una sola carcasa, un ingeniero puede consolidar todo el conjunto en un solo componente impreso en MJF. Esto reduce el número de SKUs de inventario, elimina la mano de obra de montaje y elimina posibles puntos de fallo como fijadores o adhesivos.
Opciones de postprocesado para piezas MJF en SunOn
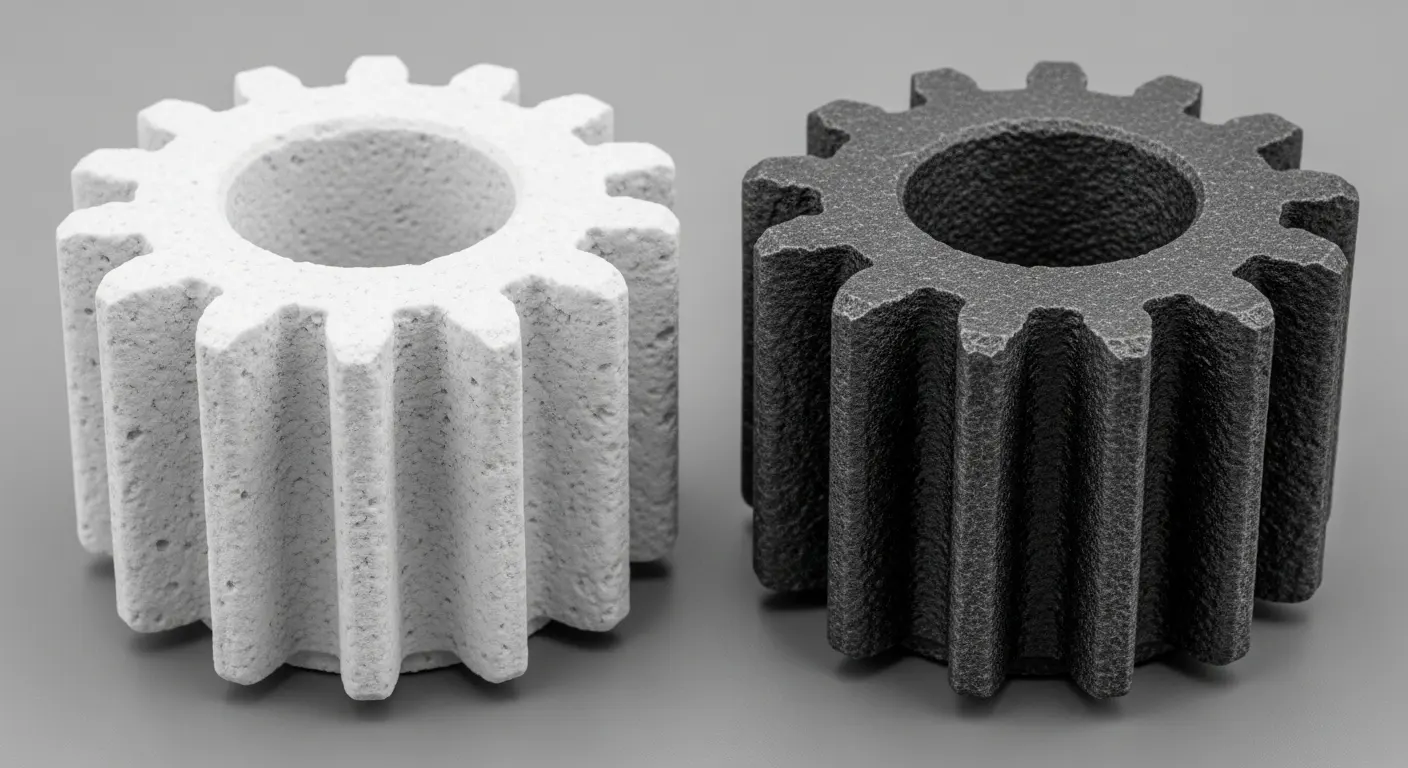
Las partes crudas de MJF emergen de la capa de polvo con una textura arenosa, similar a la piedra, y un color natural gris o negro. Aunque funcionales, estas piezas suelen requerir posprocesamiento para cumplir con requisitos estéticos o técnicos. SunOn ofrece una gama completa de servicios de acabado para garantizar que tus prototipos o piezas de uso final cumplan con los estándares profesionales de calidad "lista para la venta al público".
El teñido es el proceso post-proceso más común en MJF. Como las partes son algo porosas, absorben el tinte negro excepcionalmente bien, resultando en un color profundo y constante que no se desprende. Para piezas que requieren un acabado más suave, ofrecemos granallado con perlas, que utiliza medios finos para uniformar la textura superficial. Para piezas para automóviles o para consumidores, está disponible el suavizado por vapor; Este proceso químico sella la superficie, haciéndola brillante y aumentando significativamente su resistencia a fluidos y gases.
También ofrecemos mecanizado secundario para piezas que requieren tolerancias extremadamente estrictas, como asientos de rodamientos o orificios roscados. Combinando la complejidad geométrica de MJF con la precisión del mecanizado CNC, entregamos piezas que cumplen con las especificaciones de ingeniería más exigentes. Este enfoque "híbrido" es una piedra angular de nuestro modelo de prototipo a producción, asegurando que nunca tengas que sacrificar la precisión.
FAQ: Preguntas de alta intención sobre la tecnología MJF
¿Es MJF más fuerte que SLS?
Laspiezas MJF suelen ser más resistentes en el eje Z (verticalmente) que las SLS debido a los agentes de calentamiento y fusión más uniformes utilizados en el proceso. Aunque la resistencia a la tracción bruta de los materiales es similar, la superior isotropía de MJF lo hace más fiable para piezas que experimentarán fuerzas desde múltiples direcciones durante su uso.
¿Se pueden teñir las piezas MJF de diferentes colores?
Laspartes MJF son naturalmente grises o negras y se teñen de negro intenso de forma más efectiva. Aunque algunas piezas de gris claro pueden teñirse en azules oscuros o verdes, el proceso no es tan vibrante como teñir piezas blancas SLS. Para piezas que requieran colores específicos de marca, recomendamos pintar profesionalmente o elegir una tecnología aditiva diferente.
¿La impresión 3D MJF es impermeable?
Laspiezas MJF son resistentes al agua pero no son 100% impermeables de forma natural debido a una ligera porosidad superficial. Sin embargo, una vez tratados con suavizador de vapor o recubrimientos especializados, los componentes MJF PA12 se vuelven efectivamente herméticos y herméticos, lo que los hace adecuados para tanques de fluidos, conductos y colectores.
¿Cuál es el grosor mínimo de pared para MJF?
El grosor mínimo recomendado para la MJF es de 0,5 mm para características estructurales, aunque se prefiere 1,0 mm para una mejor estabilidad y resistencia dimensional. Para detalles muy pequeños y no estructurales, la tecnología puede resolver características tan pequeñas como 0,3 mm, siempre que la geometría esté correctamente soportada durante las fases de construcción y refrigeración.
¿Es MJF adecuado para la producción final?
Sí, MJF es una de las pocas tecnologías de impresión 3D diseñadas específicamente para la producción final. Su alta velocidad, propiedades mecánicas isotrópicas y durabilidad del material la convierten en una alternativa viable al moldeo por inyección para lotes que van de entre 50 y 1.000 unidades, especialmente para geometrías complejas.
¿Cómo se compara MJF con el moldeo por inyección para nylon?
MJF PA12 imita muy de cerca las propiedades mecánicas del Nylon 12 moldeado por inyección, ofreciendo entre el 80% y el 90% de la resistencia. La principal diferencia es el acabado superficial; El MJF tiene una textura mate, ligeramente granulada, en comparación con el acabado liso y pulido de una pieza moldeada, a menos que se aplique un alisado de vapor secundario.
¿Qué industrias usan más MJF?
MJF se utiliza intensamente en las industrias automotriz, médica y electrónica de consumo. Es especialmente valorado para aligerar componentes, crear plantillas médicas personalizadas y producir carcasas duraderas para electrónica que requieren una gestión interna compleja de cables o conjuntos de ajuste rápido.
¿Cuál es el tiempo típico de entrega para un proyecto MJF?
Losplazos estándar de entrega para la producción de MJF en SunOn suelen ser de 3 a 5 días laborables para piezas sin posprocesamiento avanzado. Como la tecnología puede imprimir "contenedores" enteros de piezas a la vez, es significativamente más rápida para lotes pequeños que tecnologías que dependen de la sinterización por láser único o la extrusión de filamentos.
Conclusión: Impulsando la innovación con MJF en SunOn
Multi-Jet Fusion ha redefinido lo que es posible en el ámbito de la fabricación de plásticos. Al ofrecer un camino que combina la velocidad de la fabricación aditiva con la fortaleza del moldeo tradicional, proporciona a los equipos B2B una herramienta de innovación sin precedentes. Ya sea que estés validando un nuevo proyecto de impresión 3D
SunOn Industrial Group es tu socio en este camino. Nuestra experiencia tanto en impresión 3D como en moldeo por inyección nos permite asesorarte sobre cuándo usar MJF y cuándo es el momento de pasar a las herramientas de acero. Ofrecemos la profundidad técnica, los presupuestos liderados por DFM y el control de calidad que los líderes globales de compras esperan de un socio manufacturero chino de primer nivel.
¿Listo para ver cómo MJF puede acelerar tu producción? Contacta hoy mismo con el equipo de ingeniería de SunOn para una revisión detallada del DFM y un presupuesto para tu proyecto Multi-Jet Fusion.