
DFM Máster: Optimización del diseño de moldes de inyección de plástico
Un modelo CAD de alta calidad no siempre se traduce en una pieza física exitosa. En la fabricación de precisión, el Diseño para la Manufacturabilidad (DFM) es el puente esencial que garantiza que tu diseño pueda producirse en masa de forma eficiente, rentable y sin defectos estructurales.
En SunOn Industrial Group, nuestro equipo de ingeniería aprovecha más de 25 años de experiencia para analizar cada proyecto antes de cortar el acero. Con una plantilla de 1.000+ empleados cualificados que atienden a clientes en Estados Unidos, Alemania y Australia, entendemos que la validación técnica es el paso más crítico en el ciclo de vida del desarrollo del producto.
Por qué DFM es la "Póliza de Seguro" para tu proyecto
El diseño para la manufacturabilidad (DFM) es la práctica de diseñar productos de manera que simplifique los procesos de fabricación para reducir costes y mejorar la calidad. Para el moldeo por inyección de plástico, esto significa identificar posibles fallos durante la fase digital en lugar de durante costosas pruebas.
Identificando características "Inmoldeables" Temprano
Muchos diseños que lucen perfectos en un entorno 3D contienen características "no moldeables", como socavados internos que no pueden ser expulsados o grosores de pared que inevitablemente conducirán a un fallo estructural. Nuestros ingenieros realizan una revisión exhaustiva para detectar estos problemas. Por ejemplo, si una pieza requiere geometría interna compleja, podemos sugerir cambiar a piezas CNC de bajo volumen para prototipar antes de comprometerse con herramientas duras costosas.
Reducción de reestructuraciones de herramientas y costes ocultos
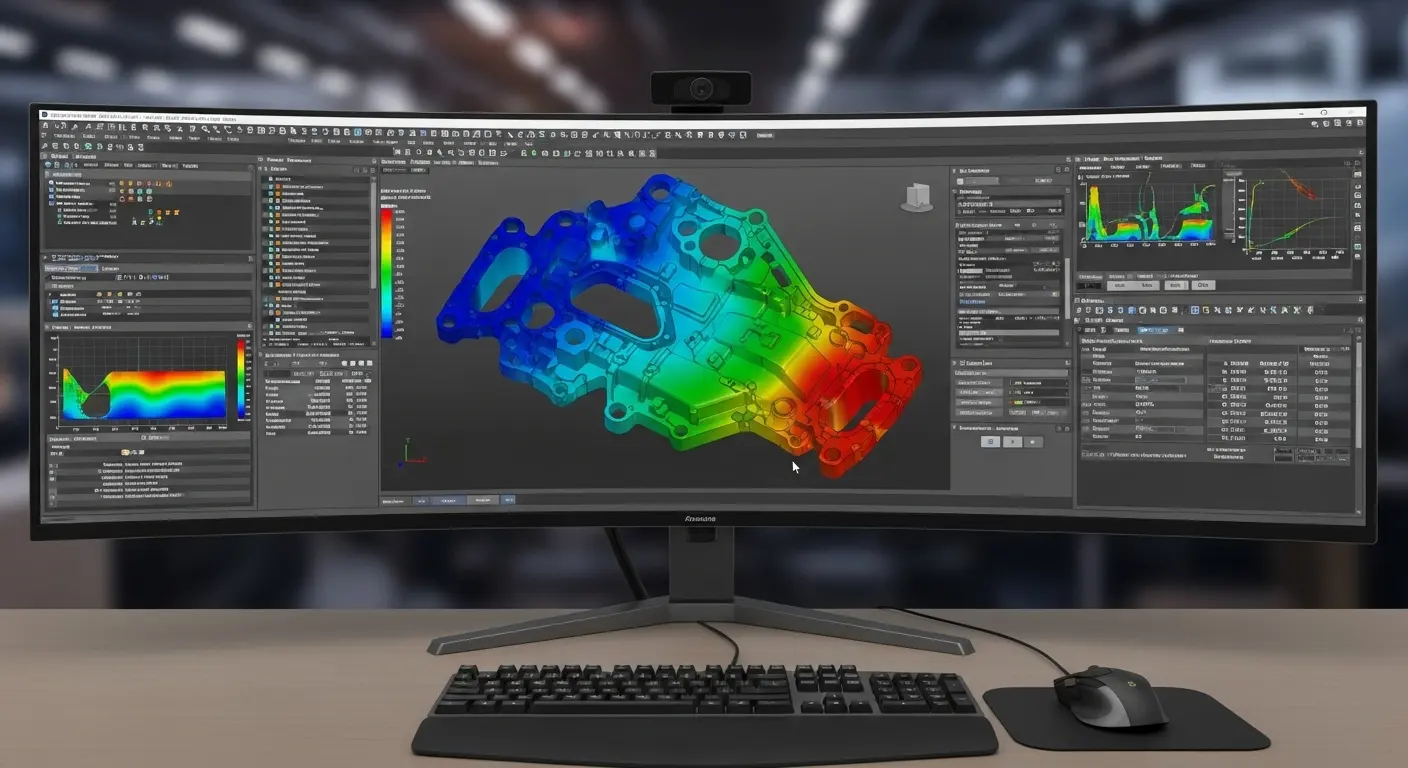
El coste de modificar un molde una vez fabricado es significativamente mayor que ajustar un archivo digital. Utilizando análisis de flujo de moldes, simulamos cómo la resina plástica llena la cavidad. Esto nos permite predecir trampas de aire, líneas de soldadura y caídas de presión. Abordar estas variables con antelación garantiza que tu proyecto se mantenga en el calendario, con muestras T1 que normalmente se entregan en un plazo de 25 a 45 días.
Componentes clave de un informe experto de DFM
Un informe profesional de DFM es más que un simple "sí" o "no" a un diseño; es una hoja de ruta técnica completa. En SunOn, cada proyecto comienza con este informe para asegurarnos de cumplir tolerancias tan estrictas como +/- 0,05 mm.
Análisis de ángulo de borrador: Asegurando una expulsión limpia
Un ángulo de tirado es un ligero estrechamiento aplicado a las paredes verticales de una pieza moldeada para permitir que se libere del molde sin fricción. Sin suficiente tirado, la pieza puede adherirse al núcleo o cavidad, provocando arañazos superficiales o "marcas de arrastre".
- Superficies lisas: Normalmente requieren un mínimo de 0,5 a 1 grado de tirado.
- Superficies texturizadas: Puede requerir entre 3 y 5 grados, dependiendo de la profundidad de la textura.
No incluir estos tapers obliga a los pasadores eyectores a trabajar más, lo que puede provocar deformación de piezas o incluso daños en el propio molde.
Consistencia del grosor de la pared: Evitar el hundimiento y la deformación
El grosor uniforme de la pared es el factor más importante para mantener la estabilidad de las piezas y reducir los tiempos de ciclo. Cuando las paredes no son uniformes, las secciones más gruesas se enfrían más lentamente que las más finas. Esta diferencia de temperatura hace que el material se meta hacia dentro, creando marcas de hundimiento en la superficie o haciendo que toda la pieza se deforme.
Nuestro equipo recomienda mantener las proporciones entre las costillas y la pared entre el 40% y el 60% del grosor nominal de la pared. Este equilibrio proporciona integridad estructural sin crear "sombras" estéticas en el exterior de la pieza. Si tu diseño requiere espesores variables, nuestros ingenieros pueden sugerir integrar componentes de fabricación de chapa metálica o secundarios insertar servicios de moldeo para mantener la precisión.
Colocación de puertas y líneas de separación para estética
La línea de separación es donde se unen las dos mitades del molde, y la ubicación de la compuerta es donde el plástico fundido entra en la cavidad. Ambos dejan marcas visibles. En SunOn, nuestros ingenieros de molde han comprobado que mover una compuerta solo 2 mm puede a menudo eliminar marcas antiestéticas de hundimiento en piezas de automóviles de alto brillo. Priorizamos colocar estas marcas en zonas "no estéticas" siempre que sea posible para asegurar un acabado premium.
Consideraciones avanzadas para moldes complejos
A medida que aumenta la complejidad de las piezas—especialmente en los sectores médico y automovilístico—el DFM estándar no es suficiente. Debes tener en cuenta los componentes mecánicos móviles dentro de la herramienta.
Gestión de recortes bajo con elevadores y deslizadores
Un undercut es una característica que impide que la pieza sea expulsada en línea recta. Para fabricarlos, usamos deslizadores (que se mueven perpendicularmente a la abertura del molde) o levantadores (que se mueven en ángulo). Aunque esto aumenta el coste de las herramientas, un informe DFM adecuado te mostrará cómo simplificar estas funciones para ahorrar dinero. En algunos casos, sustituir una pieza moldeada compleja por
Optimización de líneas de refrigeración para tiempos de ciclo más rápidos
En la producción en masa, el tiempo es dinero. La optimización del tiempo de ciclo depende mucho de la eficiencia con la que el molde puede disipar el calor. Diseñamos canales de refrigeración conformes que siguen la geometría de la pieza, asegurando un enfriamiento uniforme. Esto no solo acelera la producción, sino que también evita tensiones internas que conducen a fallos prolongados de las piezas.
Contracción específica del material: ABS vs. policarbonato
Cada resina tiene una tasa de contracción específica. Por ejemplo, el nailon se contrae de forma diferente al ABS o al policarbonato. Nuestros ingenieros seleccionan la calidad de acero adecuada, como S136 o H13, y calculan el tamaño de la cavidad del molde para tener en cuenta estas propiedades específicas de resina. Si tu proyecto implica transiciones de metal a plástico, comparamos estas tasas con los estándares de aluminio para asegurar un ajuste perfecto durante el montaje.
Cómo gestiona SunOn Industrial Group tu DFM

No solo fabricamos moldes; ofrecemos soluciones de ingeniería que protegen tu inversión. Nuestras instalaciones cuentan con la certificación ISO 9001:2015 y mantenemos un riguroso laboratorio interno de Control de Calidad (QC) para verificar cada dimensión.
Nuestro flujo de trabajo de ingeniería: desde la revisión de CAD hasta las muestras T1
- Recibo de datos CAD: Nos envías tus archivos 3D (Step, IGS o X_T).
- Estudio inicial de viabilidad: Comprobamos el tirado, el grosor de la pared y los socavos.
- Informe DFM completo: Proporcionamos un PDF detallado que detalla los cambios sugeridos, la ubicación de las puertas y las líneas de separación.
- Aprobación del diseño del molde: La fabricación de herramientas comienza solo después de que apruebes el DFM y el diseño final del molde.
- Entrega de muestras T1: En un plazo de 25-45 días, recibes muestras físicas para su análisis.
Estudio de caso: Resolviendo problemas de warpage para un cliente automovilístico alemán
Un proveedor alemán de automoción Tier-1 se acercó a nosotros con un diseño complejo de ventilación de aire que estaba fallando debido a una deformación extrema. Su proveedor anterior ignoró la diferencia de refrigeración entre el material de nailon relleno de vidrio y el núcleo del molde.
Los ingenieros de SunOn rediseñaron el sistema de refrigeración y ajustaron el grosor de las costillas en la fase DFM. Optimizando la relación costilla-pared y la colocación de la compuerta, redujimos la deformación en un 85%, permitiendo al cliente pasar a la producción en masa 3 semanas antes de lo previsto.
Preguntas frecuentes (FAQ)
¿Cuál es el elemento más crítico de un informe DFM para el moldeo por inyección?
El elemento más crítico es la identificación de posibles riesgos de fabricación, como secciones gruesas que causan marcas de hundimiento o ángulos de tiro insuficientes. Un informe profesional de DFM proporciona modificaciones de diseño accionables para garantizar la calidad de las piezas y reducir los tiempos de ciclo.
¿Cómo afecta el grosor de la pared a los costes del moldeo por inyección?
Un grosor uniforme de la pared es esencial para un enfriamiento constante y evitar la deformación de las piezas. Las paredes no uniformes provocan tensiones internas y ciclos de enfriamiento más largos, lo que aumenta directamente el coste por unidad de producción en masa.
¿Por qué son necesarios los ángulos de tiro en el diseño de moldes?
Los ángulos de tiro son pequeños estrechamientos aplicados a las caras verticales de una pieza para facilitar la eyección fácil del molde. Sin un tirado adecuado (normalmente de 1° a 3°), las piezas pueden pegarse, causando arañazos superficiales o daños estructurales durante la fase de eyección.
¿Puede el moldeo por inyección 2K reducir los costes de montaje?
Sí, el moldeo por inyección 2K (dos disparos) permite combinar dos materiales o colores diferentes en una sola pieza durante un ciclo. Esto elimina la necesidad de procesos de ensamblaje secundario, reduciendo los costes laborales y mejorando la resistencia de la unión.
¿Cuáles son los beneficios de un informe DFM antes de fabricar moldes?
Un informe DFM actúa como un plan para el éxito, identificando desde temprano las características "no moldeables". Esto evita costosas reestructuraciones de moldes, reduce el tiempo de salida al mercado y garantiza que el producto final cumpla todos los requisitos mecánicos y estéticos.
Un molde de alto rendimiento solo es tan bueno como la ingeniería que se le aplica. No dejes tu producción al azar saltándote la fase de validación técnica. Colabora con un fabricante que priorice la precisión, la transparencia y la excelencia técnica desde el primer día.
¿Listo para validar tu diseño? Sube tus archivos CAD a SunOn para una revisión completa de DFM y obtén un presupuesto técnico en un plazo de 24 horas.