
Proceso de moldeo por inyección de plástico: Guía paso a paso
Los pasos del proceso de moldeo por inyección de plástico representan un ciclo altamente ingenierizado que transforma los pellets de polímero en bruto en piezas precisas y de alto rendimiento. Esta técnica de fabricación es la columna vertebral de la producción moderna, responsable de todo, desde jeringuillas médicas hasta componentes del salpicadero de automóviles. Al comprender las particularidades mecánicas de cada etapa —desde el sujeción e inyección hasta la refrigeración y eyección— los ingenieros pueden optimizar los tiempos de ciclo y reducir significativamente los costes de producción. Esta guía definitiva desglosa el complejo camino desde la resina hasta la realidad, asegurando que tu proyecto alcance la máxima eficiencia e integridad estructural.
¿Qué es el proceso de moldeo por inyección de plástico?
El proceso de moldeo por inyección de plástico es un método de fabricación cíclico en el que el plástico fundido se fuerza a alta presión hacia un molde metálico diseñado a medida. Una vez que el material se enfría y solidifica en la forma de la cavidad, el molde se abre para expulsar la pieza terminada. Este proceso es valorado por su capacidad para producir miles de componentes idénticos y complejos con alta precisión dimensional y un desperdicio mínimo.
En mis dos décadas en la fábrica, he visto a muchos diseñadores tratar este proceso como una "caja negra". Ponen CAD y esperan que salgan piezas. Sin embargo, la realidad es mucho más tangible. Recuerdo un proyecto para una marca de electrónica de consumo de alta gama donde las piezas salían con constantes "rayas plateadas" o splay. Al analizar los pasos del proceso de moldeo por inyección de plástico, nos dimos cuenta de que la resina no se había secado durante las cuatro horas requeridas a 80°C. Ese pequeño descuido en el "pre-paso" costó al cliente tres días de inactividad. El proceso solo es tan fuerte como su eslabón más débil.

¿Cuáles son los pasos principales del proceso de moldeo por inyección de plástico?
Los principales pasos del proceso de moldeo por inyección de plástico constan de seis etapas clave: sujeción, inyección, vivienda (holding), refrigeración, apertura del molde y eyección. Toda esta secuencia, conocida como el "ciclo de moldeo", suele durar entre 10 segundos y dos minutos, dependiendo del grosor de la pared de la pieza y de las propiedades térmicas del material utilizado.
La eficiencia en el moldeo se mide en segundos. Si consigues ahorrar dos segundos en un ciclo de 30 segundos gracias a una mejor gestión térmica, aumentas tu producción diaria en casi un 7%. Para proyectos de alto volumen, esta eficiencia es la diferencia entre un negocio rentable y un drenaje financiero.
Las 6 etapas centrales del ciclo de moldeado
| Stage | Duration Función | |
| Primaria 1. Sujetar | 1 - 5 segundos | Asegura las dos mitades del molde bajo mucha presión. |
| 2. Inyección | 1 - 10 segundos | El tornillo avanza para empujar la resina fundida hacia la cavidad. |
| 3. Permanecer | 2 - 15 segundos | Mantener la presión para asegurar que la cavidad esté completamente llena. |
| 4. Enfriamiento | 10 - 60+ segundos | La etapa más larga; permite que la pieza solidice. |
| 5. Apertura | de 1 a 5 segundos | La placa móvil separa las mitades del molde. |
| 6. Eyección | 1 - 5 segundos | Los pasadores mecánicos empujan la pieza fuera del molde. |
¿Por qué la etapa de sujeción es crítica para la calidad de la pieza?
La etapa de sujeción es fundamental porque previene el "flash" —el exceso de plástico que se escapa de las juntas del molde— aplicando suficiente fuerza hidráulica o eléctrica para contrarrestar la alta presión del plástico fundido que entra. Si la fuerza de sujeción es demasiado baja, las mitades del molde pueden separarse ligeramente; Si es demasiado alta, puede dañar el moho o los conductos de ventilación, provocando gas atrapado y marcas de quemaduras.
Calcular el tonelaje requerido es una ciencia precisa. Generalmente, necesitas entre 2 y 5 toneladas de fuerza de sujeción por cada pulgada cuadrada del "área proyectada" de la pieza. Si estás moldeando una pieza pieza de moldeo por inyección de plástico con una gran superficie, necesitas una máquina con gran capacidad de sujeción para mantener la herramienta bien cerrada.
¿Cómo influye la etapa de inyección en la integridad estructural?
La etapa de inyección influye en la integridad estructural controlando el "frente de fusión" al entrar en el molde; si la velocidad de inyección es demasiado lenta, el plástico puede enfriarse prematuramente, causando "disparos cortos". Si es demasiado rápido, la fricción puede causar "calor cortante", que degrada las cadenas poliméricas y debilita las propiedades mecánicas de la pieza final.
Durante la inyección, el tornillo alternativo actúa como un émbolo. No se trata solo de velocidad; Se trata de la inyección "perfilada". Las máquinas modernas nos permiten iniciar la inyección lentamente para evitar el chorro de chorro, acelerar para llenar la mayor parte de la cavidad y luego reducir la velocidad de nuevo cuando el molde alcanza su capacidad. Este nivel de control es esencial para métodos complejos de moldeo por inyección k de moldeo por inyección en los que se inyectan dos materiales diferentes en el mismo espacio.
¿Qué ocurre durante las etapas de vivienda y refrigeración?
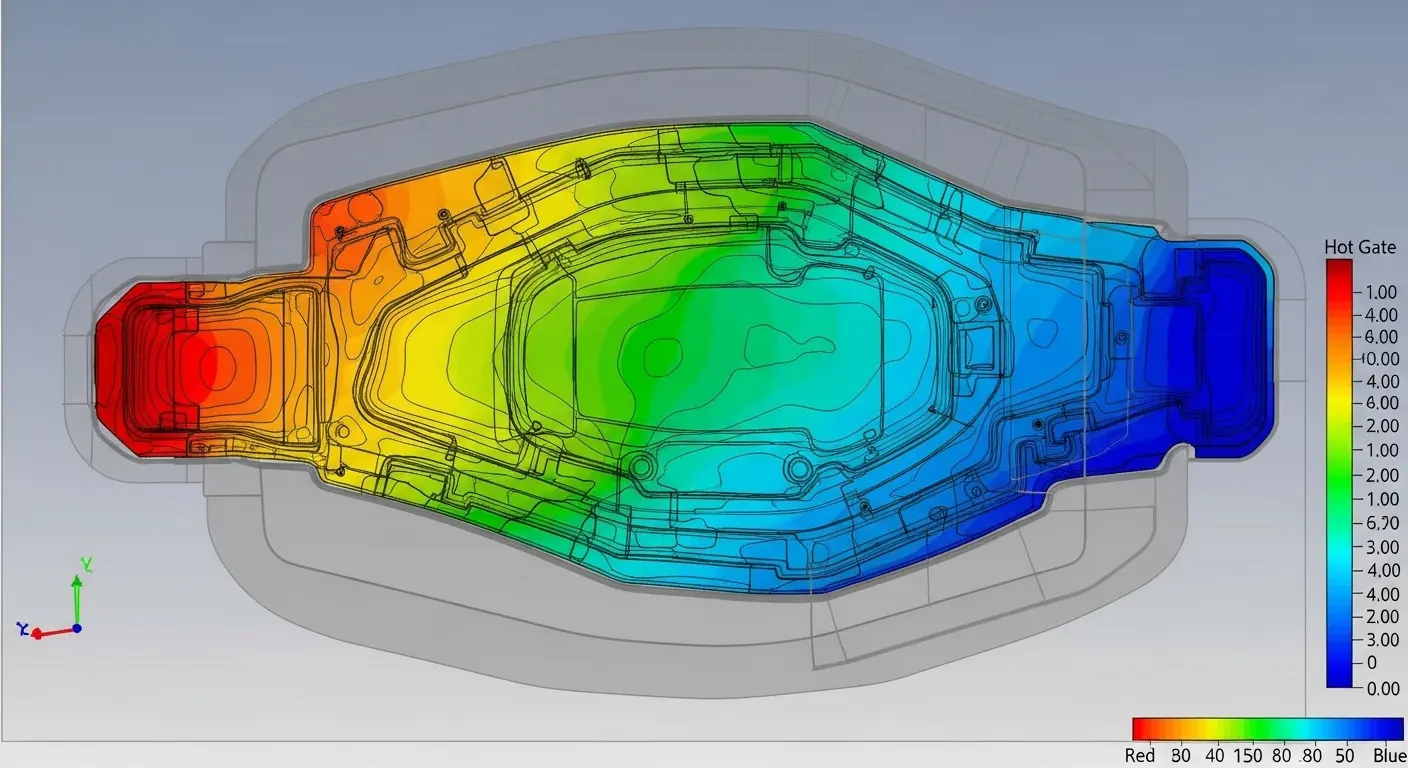
Durante la vivienda, el tornillo sigue aplicando presión para "empachar" más plástico en el molde y compensar la contracción del 15-20% que se produce al enfriar el material. Una vez que la "puerta" (el punto de entrada) se solidifica, la vivienda termina y comienza la etapa de refrigeración, que representa hasta el 80% del tiempo total del ciclo.
La refrigeración es donde la mayoría de los principiantes pierden dinero. Si no has optimizado tu diseño de 2k para un grosor uniforme de pared, algunas zonas se enfriarán más despacio que otras, provocando deformaciones o "marcas de hundimiento".
Consejo: Usa "Refrigeración Conforme" en el diseño de tu molde. Esto implica la impresión 3D de los insertos del molde con canales de refrigeración que siguen el contorno exacto de la pieza, permitiendo un enfriamiento entre un 20 y un 30% más rápido que las líneas tradicionales de perforación recta.
¿Cómo se expulsan las piezas con éxito sin daño?
Las piezas se expulsan con éxito mediante un sistema de pasadores eyectores, placas decapadoras o chorros de aire que empujan la pieza solidificada fuera del núcleo del molde. Para asegurar una liberación limpia, la pieza debe diseñarse con "ángulos de desagüe" —ligeros estrechamientos en las paredes verticales— y la superficie del molde debe pulirse o texturizarse según las características específicas de "liberación" del material.
Una vez consulté sobre una carcasa de un dispositivo médico que se agrietaba durante la eyección. El diseñador no tenía ningún tirón de aire en las costillas internas. La pieza básicamente se "encogía" sobre el núcleo del molde como un agarre mortal. Añadiendo solo 1 grado de corriente de aire y usando un recubrimiento de moldeante especializado, redujimos la tasa de desecho del 15% a cero. Si sigues una guía de moldeo por inyección 2k, sabrás que la eyección se vuelve aún más compleja cuando se trata de sobremoldes de tacto blando que tienden a pegarse a la herramienta.
¿Qué factores determinan el tiempo total de ciclo?
El tiempo total del ciclo está determinado por la conductividad térmica del material, el grosor de la pared de la pieza, la eficiencia del sistema de refrigeración del molde y la velocidad mecánica de la máquina. Las paredes más gruesas requieren tiempos de enfriamiento exponencialmente más largos, lo que significa que una pieza con paredes de 4 mm tardará significativamente más del doble en producirse que una con paredes de 2 mm.
Factores de desglose temporal del ciclo
- Tipo de material: Los plásticos cristalinos (como el PE) suelen tardar más en enfriarse que los amorfos (como el ABS).
- Grosor de pared: Duplicar el grosor suele cuadruplicar el tiempo de enfriamiento.
- Material del molde: Los moldes de aluminio se enfrían más rápido que los de acero, pero son menos duraderos en grandes volúmenes.
- Dinámica de máquinas: Las máquinas eléctricas de alta velocidad pueden ahorrar segundos en el "ciclo de secado" (apertura y cierre).
Comprender los beneficios del proceso de moldeo por inyección de k de moldeo por inyección suele revelar que, aunque el ciclo es más complejo, ahorra tiempo en el "backend" al eliminar la necesidad de ensamblaje secundario o pegado.
Defectos comunes y cómo los pasos del proceso los corrigen
| >Defecto | Causa probable en el proceso | Fijar |
| marcas sumideros | Insuficiente presión/tiempo de vivienda | Aumentar la presión de retención o el tiempo. |
| Rediseño de la deformación | de refrigeración no uniforme | para un grosor de pared uniforme. |
| fuerza de sujeción insuficiente | Aumentar el tonelaje o reparar el sello del molde. | |
| Short Shots | Presión de inyección demasiado baja / resina demasiado fría | Aumenta la velocidad de inyección o la temperatura de fusión. |
| Marcas de quemaduras | Gas atrapado (sifóns de aire) | Ralentiza la inyección o mejora la ventilación del moho. |
¿Cómo optimizar el proceso de moldeo por inyección por coste?
Para optimizar el proceso por coste, céntrate en los principios de "Moldeo Científico", que utilizan datos de sensores dentro del molde para crear una "ventana de proceso" repetible. Minimizando la etapa de refrigeración mediante un avanzado DFM (Diseño para Fabricación) y asegurando que la máquina esté perfectamente dimensionada para el molde, puedes lograr el menor coste por unidad posible manteniendo la calidad del 100%.
La optimización no es un evento puntual; es un bucle continuo. Cada vez que empezamos una nueva partida, realizamos un "estudio de toma corta" para encontrar el punto exacto donde la cavidad está al 95%. Esto asegura que no sobrecargamos el molde, lo que ahorra material y reduce el estrés sobre la herramienta.
Pensamiento final
Dominar los pasos del proceso de moldeo por inyección de plástico es un ejercicio de gestión de la física y la termodinámica. Desde el momento en que los perdigones entran en la tolva hasta el último "clic" de los pasadores eyectores, cada segundo es un equilibrio entre presión, temperatura y tiempo. Al profundizar en la mecánica de cada etapa, los ingenieros pueden diseñar piezas que no solo sean funcionales, sino que "nacen para ser fabricadas". Tanto si eres fundador de una startup como si eres un responsable de compras experimentado, comprender este proceso es tu herramienta más poderosa para garantizar el éxito del producto en un mercado global competitivo.