
Fundición a presión a baja presión: Guía avanzada para fabricación de precisión
La fundición a presión a baja presión es una técnica de fundición de metales que se aplica ampliamente en la producción contemporánea. Utiliza fuerzas controladas a baja presión para rellenar moldes, a diferencia de la fundición por gravedad tradicional, logrando una alta precisión dimensional, baja porosidad y buenos acabados superficiales. Se utiliza en componentes automotrices, aeroespaciales e industriales donde se requieren piezas extremadamente precisas y repetibles. El conocimiento de la fundición a presión a baja presión permitiría a fabricantes e ingenieros maximizar la producción, minimizar defectos y maximizar el rendimiento de las piezas.
¿Qué es la fundición a presión en baja presión?
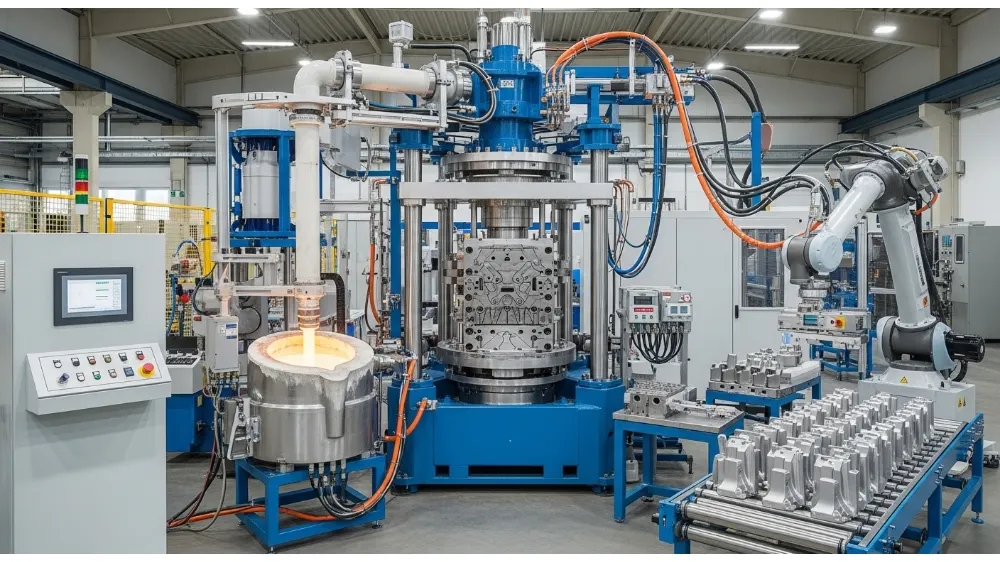
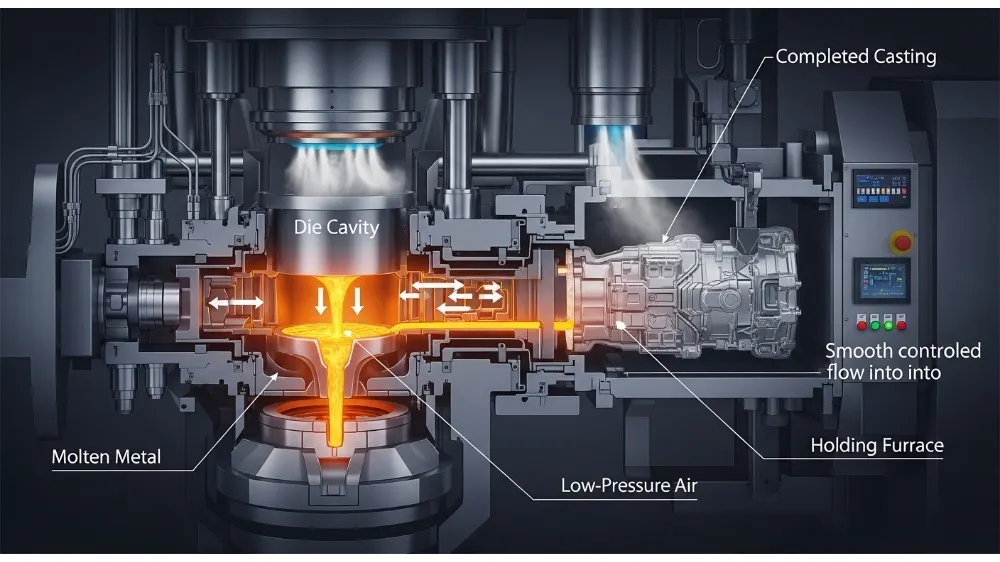
La fundición a presión a baja presión es otro proceso en el que el metal fundido se fuerza a entrar en un molde reutilizable bajo baja presión, normalmente de 0,5 a 2 bares. El metal se saca de un horno cerrado mediante un tubo elevador hacia la cavidad del molde. Este método reduce la turbulencia, disminuye el atrapamiento de gases y el flujo uniforme de los metales en el componente. No es similar a la fundición a presión a alta presión porque se utilizan velocidades de inyección más lentas y presiones más bajas para desarrollar piezas fundidas sólidas y densas con buenas cualidades mecánicas.
Todos los beneficios importantes de la fundición a presión baja
El proceso tiene varias ventajas para los fabricantes que desean mejorar la calidad y la eficiencia:
- Precisión dimensional regular de geometrías complicadas.
- Menor porosidad y mejora la integridad estructural.
- Acabado superficial de alta calidad y menos mecanizado.
- Chatarra mínima y uso eficiente del material.
- Más control sobre el flujo de metales, reducción de defectos.
Estas son algunas de las ventajas que hacen que la fundición a presión a baja presión sea el proceso ideal utilizado en componentes de alto rendimiento que requieren fiabilidad, como componentes del motor, soportes y carcasas.

Materiales comúnmente utilizados
La fundición a presión a baja presión se realiza más comúnmente con aluminio y sus aleaciones, ya que tienen alta fluidez, resistencia a la corrosión y relación resistencia-peso. Cuando existen requisitos mecánicos o térmicos especiales, también se utilizan aleaciones de magnesio y algunas aleaciones de cobre. La elección del material es muy importante, ya que influye directamente en el diseño del molde, el tiempo de funcionamiento y el rendimiento final de la pieza.
El proceso de fundición paso a paso
El proceso de fundición a presión a baja presión suele implicar varios pasos sincronizados:
Preparación del horno:El metal fundido se calienta en un horno cerrado hasta la temperatura requerida.
Inserción del tubo elevador:El tubo elevador es una conexión entre el horno y el molde mediante la cual se controla la cantidad de metal que fluye.
Relleno de molde:A baja presión, el metal se fuerza a entrar en la cavidad del molde, lo que reduce la turbulencia y los defectos.
Solidificación:El metal fundido se prensa hasta un estado sólido y se convierte en sólido gradualmente para obtener piezas fundidas uniformes y densas.
Expulsión y acabado:La fundición se expulsa del molde, se recorta y está lista para cualquier mecanizado adicional o acabado superficial.
Este tipo de proceso controlado garantiza una relación entre la velocidad de producción y la calidad del producto, por lo que es óptimo en aplicaciones de precisión.

Comparación con la colada por gravedad y la fundición a alta presión
La colada a baja presión es diferente de la colada por gravedad en que el metal no es empujado por el peso del material hacia los moldes, sino por presión, que, gracias al control, garantiza que el molde permanezca libre de turbulencias y que la porosidad se minimice. Tiene velocidades y presiones más bajas en comparación con la fundición a presión de alta presión y produce alta precisión dimensional y bajo esfuerzo en la fundición. Uno de los usos de la fundición a presión baja es cuando los fabricantes necesitan alta precisión en las tolerancias y el coste y la complejidad de los sistemas de alta presión son indeseables.
Aplicaciones de la colada a presión a baja presión
La fundición a presión, que se realiza a baja presión, encuentra aplicación en muchos sectores donde la precisión, durabilidad y consistencia son de gran importancia. Los usos comunes son:
- Industria automovilística:Piezas estructurales, piezas de suspensión y bloques de motor.
- Componentes aeroespaciales:Carcasas y soportes ligeros de alta resistencia.
- Maquinaria industrial:Carcasas de bombas, cajas de engranajes e hidráulicos.
- Bienes de consumo:Carcasa electrónica, vajilla y decoraciones interiores.
También es eficaz especialmente en el caso de fundiciones medianas a grandes, que requieren superficies de alta calidad con un postprocesamiento mínimo.
Especificaciones de diseño de la fundición a presión
Para que la fundición a presión a baja presión sea lo más beneficiosa posible, los ingenieros deben tener en cuenta varios factores:
- Diseño de moldes:La compuerta y la colocación de los elevadores se hacen adecuadamente para garantizar un relleno uniforme.
- Grosor de la pared:No dejes zonas demasiado finas que puedan causar fallos.
- Ángulos de draft:Esto facilita sacar el molde sin dañar la fundición.
- Plan de refrigeración:Regula la solidificación para reducir la contracción y las tensiones internas.
- Elección de aleación:Correlaciona las propiedades del material con las necesidades funcionales.
Cuando se observan bien los detalles, los componentes tendrán las dimensiones adecuadas y las cualidades mecánicas adecuadas, además de desperdiciar cantidades mínimas de residuos y chatarra.
Estrategias de Optimización de Procesos
La optimización de la fundición a presión a baja presión mejora la eficiencia y la calidad de las piezas:
- Regulación de la temperatura:La temperatura uniforme del metal acorta los defectos y los tiempos de ciclo.
- Control de la presión:Así que hay densidad uniforme cuando la presión se ajusta según la geometría.
- Sistemas de control automatizados:Las máquinas modernas se operan mediante un monitor en tiempo real de presión y caudal.
- Reparación de herramientas:Las fugas pueden evitarse mediante inspecciones regulares y mejorar la repetibilidad.
Gracias a estas medidas, los fabricantes han podido fabricar en grandes cantidades de piezas fundidas uniformes libres de defectos.
Control de calidad e inspección
Los objetivos del control de calidad en la fundición a presión a baja presión son la precisión dimensional, el acabado superficial y las propiedades mecánicas:
- Ensayos no destructivos:Las pruebas de rayos X y ultrasónicas revelan porosidad o defectos internos.
- Medida dimensional:Las máquinas de medición de coordenadas (CMM) comprueban las tolerancias.
- Inspección de superficie:Se utilizan inspecciones visuales y táctiles para detectar un acabado liso y superficies libres.
- Pruebas mecánicas:Las pruebas de dureza y las pruebas de tracción verifican la integridad estructural.
En industrias como la automoción y la aeroespacial son necesarias medidas de calidad estrictas, donde la falla de piezas puede resultar muy costosa.
Retos y soluciones comunes
Aunque es un método muy eficaz, la fundición a presión a baja presión puede presentar problemas:
- Porosidad:El gas atrapado se minimiza manipulando el llenado y desgasificando metal fundido.
- Cierres en frío:El precalentamiento correcto de los moldes y el control de la velocidad del flujo evitan los moldes sin llenar.
- Defectos superficiales:El acabado, los moldes pulidos y un control de presión preciso mejoran la calidad del acabado.
- Consistencia del ciclo:La monitorización automatizada del proceso proporciona una fundición repetible.
Los problemas pueden abordarse antes en la fase de diseño/configuración; Esto hará que el proceso sea lo más fiable posible.
Preguntas frecuentes (FAQ)
P1: ¿Cuál es el principal beneficio de la fundición a presión a baja presión?
R: Ofrece gran precisión, baja porosidad y excelentes acabados superficiales frente a la colada por gravedad o alta presión.
P2: ¿Qué materiales son los más adecuados para la fundición a presión a baja presión?
R: Las aleaciones de aluminio son las más comunes, mientras que las aleaciones de magnesio y cobre se utilizan para aplicaciones especializadas.
P3: ¿En qué se diferencia la fundición a presión baja de la fundición a alta presión?
R: Utiliza un flujo metálico más lento y una menor presión, lo que conduce a una mejor precisión dimensional y a una reducción del esfuerzo interno.
P4: ¿Se puede usar fundición a presión a baja presión para componentes grandes?
R: Sí, es adecuado para piezas medianas o grandes que requieren precisión y calidad constante.
P5: ¿Por qué es importante el diseño de moldes en la fundición a presión a baja presión?
R: Un diseño adecuado del molde garantiza un relleno uniforme, menos defectos y una eyección más sencilla de las piezas moldeadas.
P6: ¿Qué industrias dependen más de la fundición a presión a presión?
R: Automoción, aeroespacial, maquinaria industrial y electrónica de consumo.
P7: ¿La fundición a presión a baja presión requiere posprocesado?
R: Puede ser necesario un mecanizado o acabado mínimo según los requisitos de tolerancia y calidad superficial.
Conclusión
La fundición a presión de precisión a baja presión es un proceso eficiente, controlable y de alta calidad, por lo que es un proceso preferido en componentes metálicos complejos y de alto rendimiento. Con conocimiento sobre el proceso, la elección de materiales, los factores de diseño y las medidas de optimización, los fabricantes pueden ahora fabricar modelos uniformes, fiables y precisos que cumplan con los estrictos requisitos industriales. Al aplicar los mejores estándares, se garantiza una vida útil más larga de la herramienta, una buena calidad superficial y la minimización del coste de producción, haciendo de la fundición a presión a baja presión uno de los pilares de la fabricación moderna de metales.