
Cómo lograr un acabado superficial liso en impresión 3D (Ra 0,5 μm)
Lograr una rugosidad superficial de Ra 0,5 μm en impresión 3D representa la transición de un "aspecto prototipo" a un "acabado de grado de producción". En la fabricación industrial, un acabado Ra 0,5 μm es comparable a una superficie fina o pulida, donde las líneas de capa son invisibles a simple vista y apenas detectables al tacto. Para los compradores B2B en los sectores médico, automotriz y electrónico, este nivel de suavidad suele ser un requisito funcional para piezas que deben ser herméticas, biocompatibles o estéticamente perfectas.
Comprendiendo la rugosidad superficial (Ra) en la fabricación aditiva
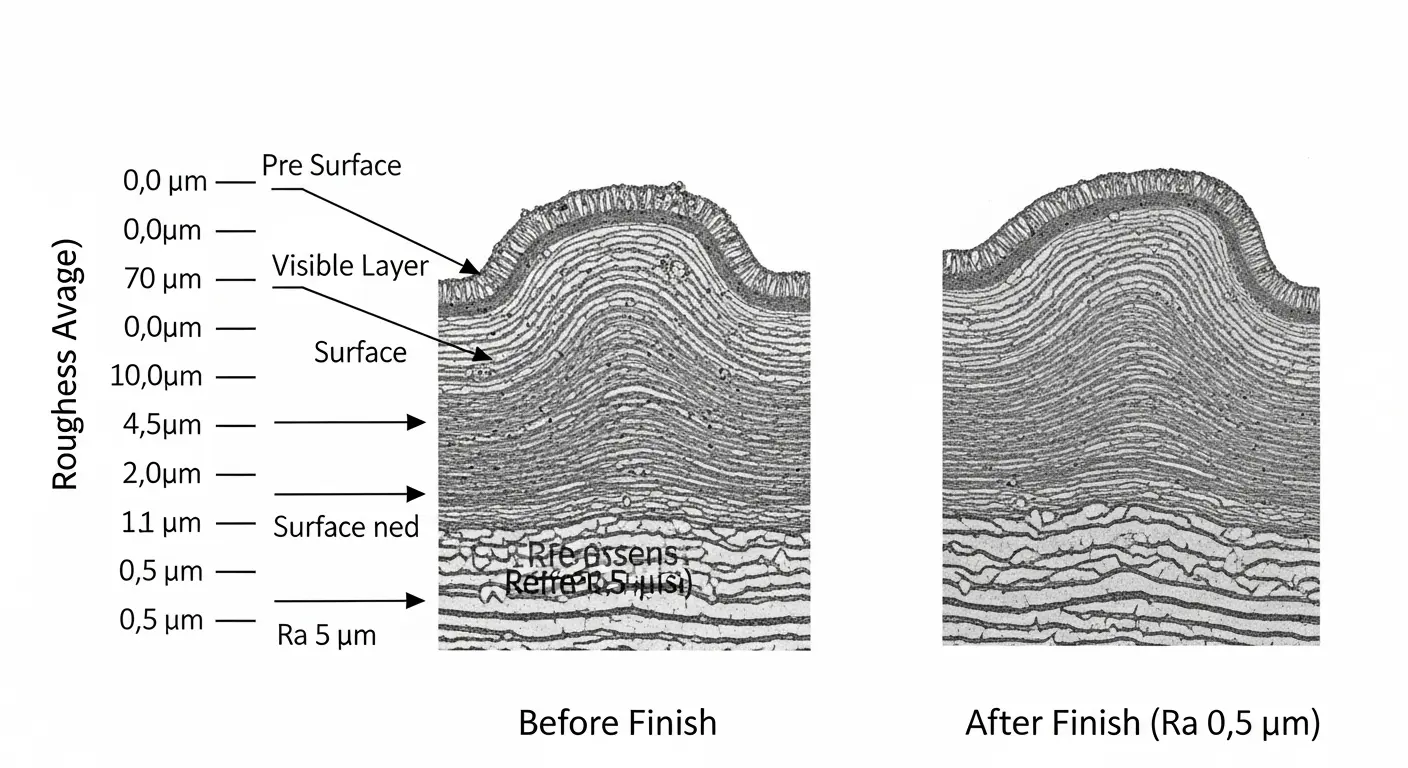
La rugosidad superficial se mide usando la escala Ra (Promedio de Rugosidad), que calcula el promedio aritmético de las desviaciones de altura del perfil respecto a la recta media. La mayoría de las impresiones 3D en bruto surgen con un Ra entre 12,5 μm y 25 μm (FDM) o 3,2 μm y 6,3 μm (SLA/SLS).
Para pasar de estos estados en bruto a una Ra de alta precisión de 0,5 μm, se requiere una combinación de optimización por hardware y postprocesamiento secundario. Alcanzar este objetivo no es solo cuestión de estética; Reduce significativamente la fricción en los conjuntos mecánicos y previene el crecimiento bacteriano en modelos médicos al eliminar los microscópicos "valles" donde pueden esconderse los contaminantes.
Paso 1: Optimización de hardware y procesos
El camino hacia un final suave comienza antes de que la máquina arranque. Aunque el postprocesado hace el trabajo principal, la calidad de "forma casi neta" de la impresión determina cuánto trabajo se requiere después.
1. Selección de tecnología
No todas las tecnologías de impresión 3D son iguales en cuanto a suavidad. Para alcanzar Ra 0,5 μm, se prefieren sistemas basados en líquidos:
- SLA (Estereolitografía): Ofrece la mejor línea de base. Su uso de resina líquida y curado láser da lugar a una parte casi isotrópica con el Ra inicial más bajo.
- DLP (Procesamiento Digital de Luz): Similar a SLA, pero requiere ajustes cuidadosos de antialiasing para evitar la "pixelación" en superficies curvas.
- PolyJet: Capaz de alta resolución, pero a menudo requiere una limpieza significativa del material de soporte que puede afectar al Ra local.
2. Altura y orientación de la capa
Reducir la altura de la capa (por ejemplo, a 25 o 50 micras) minimiza el efecto de "escalonadas". Sin embargo, la orientación es más crítica. Las piezas deben orientarse de modo que las superficies críticas sean verticales o en un ángulo que evite pendientes poco profundas, ya que las superficies "superiores" horizontales suelen mostrar la rugosidad más alta debido a las transiciones de capa.
Paso 2: Técnicas de postprocesamiento mecánico
El acabado mecánico es la forma más común de alcanzar Ra 0,5 μm. Esto implica la eliminación física de material para nivelar los picos de las líneas de capa.
1. Lijado abrasivo multietapa
Esta es la base para acabados de alta precisión. El proceso debe ser incremental:
- Empieza con grano 400 para eliminar cicatrices de soporte y líneas principales de capas.
- Avanza a lijado húmedo de grano 600, 800 y 1200.
- La etapa final para Ra 0,5 μm suele requerir papeles de pulido fino de grano 2000 o superior.
2. Acabado centrífugo del cañón (acabado en masa)
Para lotes de piezas pequeñas, el lijado manual es ineficiente. El acabado centrífugo utiliza un tambor relleno de medios abrasivos (cerámico, plástico o mazorca de maíz). La rotación a alta velocidad genera una presión y fricción intensas, "frotando" las piezas hasta obtener un acabado uniforme. Este es el método preferido para prototipos impresos en 3D para electrónica de consumo que requieren una sensación táctil consistente en 50+ unidades.
Paso 3: Suavizado químico y de vapor
El suavizado químico es un método "sin contacto" que resulta muy eficaz para geometrías complejas donde el lijado manual no puede alcanzar.
1. Suavizado de vapor (pulido de vapor)
Esto implica exponer la pieza a un disolvente vaporizado (como acetona para ABS o productos químicos especializados para nailon). El vapor derrite parcialmente la "piel" externa de la pieza, permitiendo que la tensión superficial tire el material a un estado liso y brillante.
- Ventaja: Llega a canales internos y intrincadas estructuras de celosía.
- Resultado: Puede alcanzar consistentemente valores de Ra por debajo de 1,0 μm, a menudo alcanzando la marca de 0,5 μm con cámaras de vapor de grado industrial.
2. Inmersión en disolventes
Una versión más agresiva del suavizado por vapor, donde la pieza queda brevemente sumergida en un disolvente. Esto es difícil de controlar y puede provocar una pérdida de precisión dimensional, haciéndolo menos adecuado para impresión 3D de alta precisión donde se deben mantener tolerancias de ±0,1 mm.
Paso 4: Mecanizado secundario (fabricación híbrida)
Cuando se requiere Ra 0,5 μm en características funcionales específicas —como un asiento de rodamiento o un sello hermético— la mejor opción es el acabado CNC.
Imprimiendo la pieza en 3D con un ligero "desplazamiento" (material extra) y luego usando una fresadora CNC para recortar los últimos 0,2 mm, combinas la libertad geométrica de la impresión 3D con el acabado preciso del mecanizado. Este método híbrido es el estándar para prototipo impreso en 3D para componentes automotrices que requieren ajustes de precisión metal-plástico.
Aseguramiento de calidad: Verificación del objetivo Ra 0,5 μm

En SunOn, no adivinamos el acabado superficial; lo verificamos. Lograr un Ra verificado de 0,5 μm requiere metrología profesional:
- Perfilómetros: Un estilete con punta de diamante se arrastra por la superficie para mapear los picos y valles.
- Medidores ópticos de brillo: Para piezas transparentes o pulidas, se mide la reflexión de la luz para garantizar la consistencia estética.
- Inspección CMM: Para asegurarse de que el material retirado durante el pulido no haya sacado la pieza de su ventana de tolerancia.
Tabla resumen: Camino a Ra 0,5 μm
| Tecnología Raw Ra (Típico | )Método de acabado | Final Ra (Objetivo) | |
| SLA Resina | 3,2 μm | Arena húmeda (grano 2000) + Pulido | 0,4 - 0,6 μm |
| MJF/SLS Nylon | 6,3 - 12,5 μm | Vapor Alisado + Chorreado por perlas | 0,8 - 1,2 μm |
| FDM (ABS/ASA) | 15 - 25 μm | Pulido por vapor de | acetona 0,5 - 0,9 μm |
| Metal (DMLS) | 10 - 15 μm | Mecanizado CNC / Electropulido | 0,2 - 0,5 μm |
Conclusión: Conectando prototipado y producción
Alcanzar el benchmark de 0,5 μm Ra es lo que transforma una impresión 3D en un componente listo para producción. Ya sea que estés desarrollando un proyecto de impresión prototipo de prototipo de < dispositivo médico (_blank objetivo=" rel="noreferrer noopener" href="https://www.sunon-mould.com/medical-device-prototype-3d-printing/"> proyecto de impresión 3D de dispositivos médicos que requiera una superficie de baja fricción o una pieza de automóvil que requiera un acabado de Clase A, el secreto reside en la sinergia entre la tecnología adecuada y el postprocesamiento experto.
SunOn Industrial Group está especializado en este acabado de alta gama. Nuestro enfoque liderado por DFM garantiza que tus piezas estén diseñadas pensando en el acabado final, reduciendo costes laborales y asegurando que tu proceso de prototipo a producción sea fluido.
¿Necesitas un acabado verificado de Ra 0,5 μm para tu próximo proyecto? Contacta hoy mismo con el equipo de ingeniería de SunOn para una revisión completa del DFM y un presupuesto para acabados de alta precisión.