
¿Qué es una muestra T1 en moldeo por inyección? Cronología explicada
En el moldeo por inyección de plástico, una muestra T1 es la primera pieza funcional producida a partir de un molde de producción completado. La "T" significa "Trial" (Prueba), y el número "1" indica la primera iteración de piezas enviadas al cliente para su evaluación. Mientras que T0 representa la fase interna de pruebas del fabricante para asegurar que el molde se abra y cierre correctamente, la muestra T1 sirve como referencia oficial en precisión dimensional, calidad estética y rendimiento del material. Para los responsables de compras y diseñadores de producto, una etapa T1 exitosa es el hito más crítico en la transición de un diseño CAD digital a un producto tangible y producido en masa.

Las etapas de los ensayos de moho: de T0 a T1 y más allá
El proceso desde una herramienta terminada hasta una pieza producida en masa implica varias etapas iterativas en "T". Comprender la diferencia entre estos ensayos ayuda a los equipos de aprovisionamiento a gestionar las expectativas y los plazos de los proyectos de forma más eficaz. Aunque algunas piezas sencillas pueden obtener aprobación en T1, los componentes complejos suelen requerir ajustes posteriores.
Comprendiendo el Ensayo Interno T0
Antes de que veas una pieza física, tu fabricante realiza una prueba T0. Este es un proceso estrictamente interno. Durante T0, los ingenieros prueban los movimientos mecánicos del molde, los sistemas de refrigeración y los pasadores de eyección. Identifican fallos catastróficos, como que el molde no se llene completamente (planos cortos) o que partes se adhieran a la cavidad. En SunOn, utilizamos la fase T0 para calibrar los parámetros de inyección y así que las muestras de T1 que recibes estén lo más cerca posible de la especificación final.
El papel de las muestras T1 en la validación del cliente
La muestra T1 es la primera vez que el cliente revisa la salida física de la herramienta. No se espera que sea 100% perfecto, pero debe ser lo suficientemente funcional para una auditoría exhaustiva de proceso de moldeo por inyección de plástico. En esta etapa, el enfoque cambia de "¿funciona el molde?" a "¿la pieza cumple con la intención de diseño?" Los ingenieros utilizan estas muestras para comprobar tolerancias críticas y el ajuste del conjunto.
Avanzando hacia T2 y aprobación final
Si la revisión T1 revela que una dimensión está ligeramente desajustada o que el acabado superficial necesita más textura, el molde se modifica. Las partes resultantes del siguiente ensayo se denominan muestras de T2. La mayoría de los proyectos profesionales buscan la aprobación de "Muestra Dorada" por parte de T2 o T3. Siguiendo una guía estructurada de 2K de moldeo por inyección, los fabricantes a menudo pueden minimizar el número de ensayos necesarios, ahorrando tanto tiempo como coste.
¿Cuánto tiempo tarda el proceso de muestra T1?
El tiempo de entrega de la muestra T1 es una combinación del tiempo de fabricación del molde y la logística del propio ensayo. Generalmente, para un molde estándar de acero de alta calidad, la prueba T1 se realiza entre 4 y 7 semanas después de que el diseño se finaliza y se paga el depósito. Sin embargo, la complejidad de la pieza influye significativamente en esta ventana.
Líneas temporales de herramientas estándar
Para moldes simples de cavidad única que utilizan materiales estándar como ABS o polipropileno, las muestras T1 suelen estar listas en 30 a 35 días. Esto incluye el tiempo necesario para el mecanizado CNC, la EDM (Mecanizado por descarga eléctrica) y el pulido manual de las cavidades del molde. Si tu proyecto implica 2K de moldeo por inyección, el plazo puede extenderse a 8 o 9 semanas debido a la complejidad de la unidad secundaria de inyección y la base giratoria del molde.
Factores que retrasan la entrega de T1
Varias variables pueden retrasar tu fecha T1. Si el diseño de la pieza tiene socavos complejos que requieren múltiples mecanismos laterales o tacamoldes, la construcción de la herramienta tarda más. Además, adquirir resinas de ingeniería especializadas o materiales de grado médico puede añadir entre 1 y 2 semanas al plazo de entrega si el material no está fácilmente disponible en stock. Trabajar con un proveedor que ofrece un molde integrado de inyección de plástico para dispositivos médicos garantiza que los requisitos de sala limpia y las certificaciones de materiales se gestionen en paralelo con las herramientas, evitando cuellos de botella innecesarios.
Problemas comunes identificados durante un ensayo de moho T1
El ensayo T1 está diseñado para exponer fallos. Es raro que un molde produzca una pieza perfecta en el primer disparo porque el plástico se comporta de forma diferente bajo alta presión y calor que en una simulación digital. Identificar estos problemas a tiempo evita fallos costosos durante la producción en masa.
Comprobación de precisión dimensional y tolerancia
El problema más frecuente en T1 es la desviación dimensional. Incluso con un análisis Moldflow preciso, diferentes tasas de enfriamiento pueden hacer que el plástico se encoja más o menos de lo previsto. Los equipos de aseguramiento de la calidad utilizan Máquinas de Medición de Coordenadas (CMM) para comparar la muestra T1 con el modelo CAD 3D. Si un agujero es 0,1 mm demasiado pequeño, el enfoque "seguro para acero" permite al fabricante retirar más metal del molde para ampliar el agujero en T2.
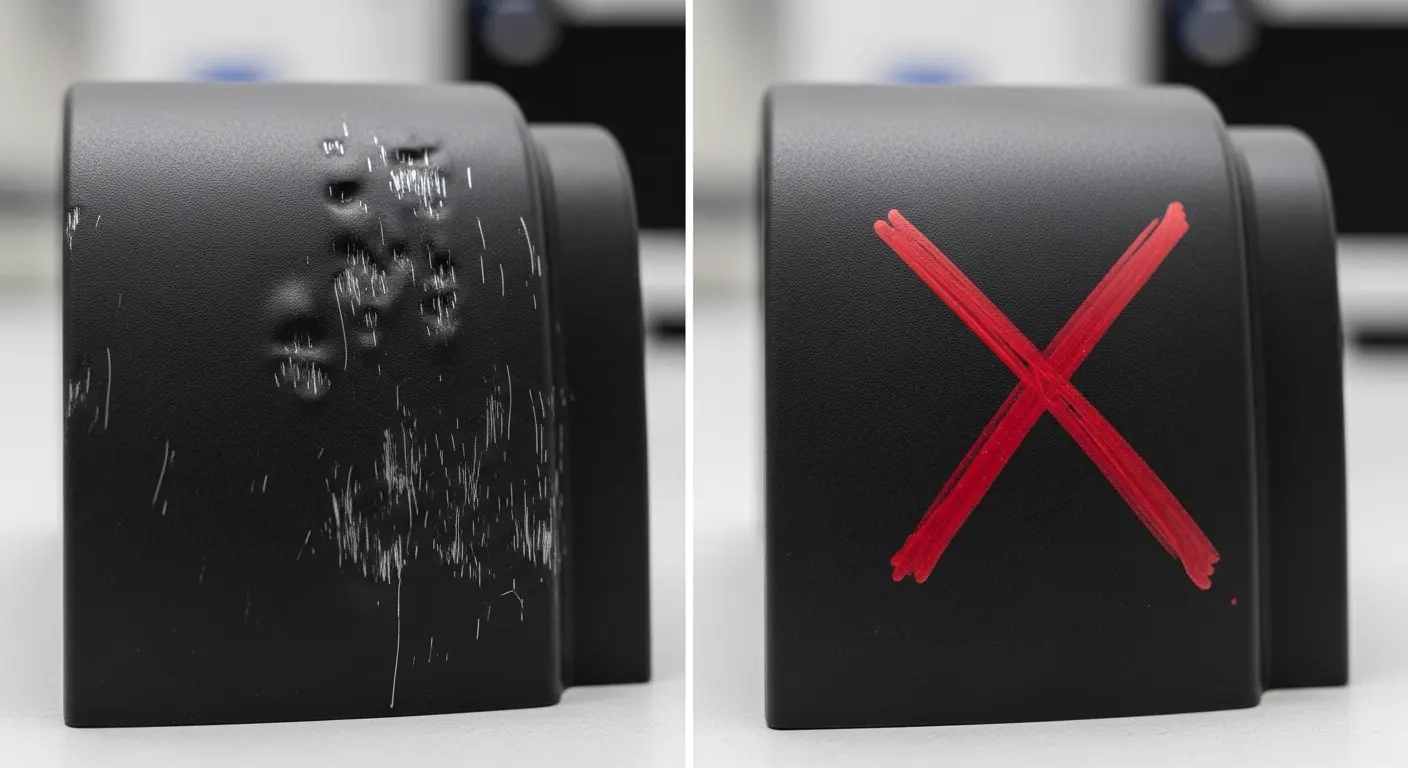
Defectos visuales: marcas de hundimiento, destello y deformación
Los fallos estéticos son comunes en el primer ensayo. Las marcas de hundimiento —pequeñas depresiones en la superficie— suelen aparecer donde las gruesas costillas se encuentran con paredes delgadas. El flash ocurre cuando el plástico se filtra entre las mitades del molde, lo que indica que la presión de sujeción es demasiado baja o que el ajuste del molde necesita ajustes. La deformación es un signo de refrigeración desigual o tensión interna. En SunOn, analizamos estos defectos durante el proceso de evaluación y beneficios de 2K de moldeo por inyección y de beneficios para asegurar que las piezas multimaterial se unan correctamente sin deformarse.
Flujo de materiales y vestigio de puerta
La etapa T1 también comprueba si la "puerta" —el punto donde el plástico entra en la cavidad— está correctamente posicionada. Si la puerta deja una marca prominente (vestigio) en una superficie visible, o si provoca "chorro" (patrones en forma de serpiente), el sistema de puertas puede necesitar ser rediseñado o reubicado antes de T2.
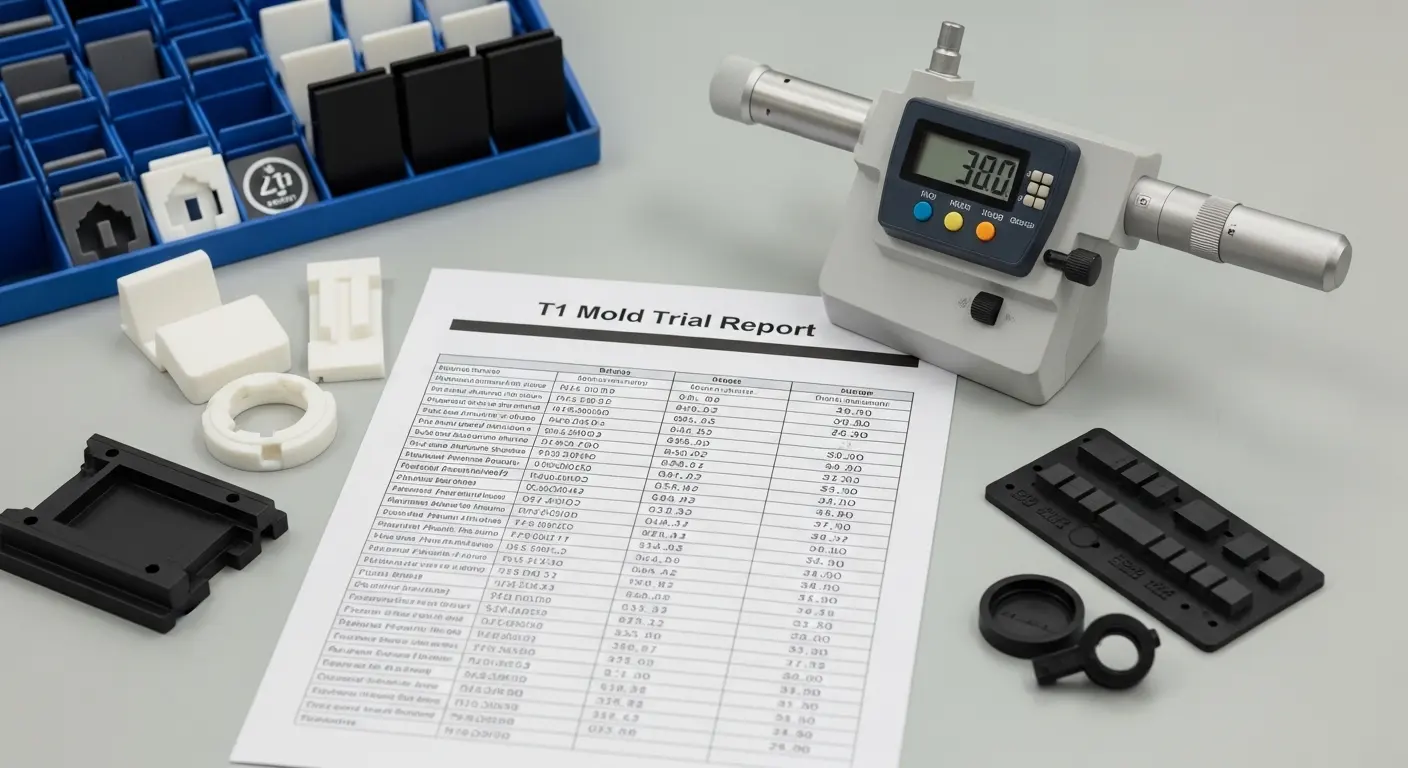
¿Qué debería incluir un informe de muestra T1?
Una muestra T1 es inútil sin los datos de apoyo. Los compradores profesionales B2B deben esperar un "Informe de Prueba" completo junto con las partes físicas. Esta documentación actúa como hoja de ruta para las correcciones necesarias para alcanzar la producción en masa.
Registros detallados de parámetros de inyección
El informe debe indicar todos los ajustes utilizados durante la prueba, incluyendo la temperatura de fusión, la temperatura del molde, la velocidad de inyección y la presión de retención. Estos parámetros son cruciales porque deben ser replicables durante la producción final. Si una pieza solo queda buena bajo presiones extremas e insostenibles, el diseño del molde puede necesitar un cambio fundamental.
Informe de Inspección Dimensional (FAI)
Un informe de Inspección del Primer Artículo (FAI) es un requisito estándar para T1. Traza las dimensiones de crítico a calidad (CTQ) definidas en tu plano de ingeniería. Cada medición se marca como "Aprobado" o "Suspenso". Esta claridad permite al ingeniero de diseño decidir qué desviaciones son aceptables y cuáles requieren una modificación de la herramienta.
Análisis de defectos y Plan de Acción Correctiva
Un proveedor de alta calidad no solo te dirá que hay una marca de hundimiento; te ofrecerá una solución. El informe T1 debe incluir fotos de cualquier defecto y un plan de ingeniería claro para solucionarlos. Por ejemplo, si se detecta deformación, el plan podría incluir aumentar el ciclo de refrigeración o ajustar el tamaño de la compuerta.
Por qué el enfoque liderado por DFM de SunOn acorta la aprobación T1
En SunOn Industrial Group, creemos que la mejor manera de gestionar los problemas T1 es prevenirlos durante la fase de diseño. Nuestro proceso de "Diseño para la Manufacturabilidad" (DFM) es un paso obligatorio antes de cortar acero. Simulando el proceso de inyección desde el principio, podemos identificar posibles paredes delgadas, esquinas afiladas o ángulos de tiro insuficientes que de otro modo causarían una falla T1.
Reduciendo iteraciones mediante simulación
Utilizando el avanzado software Moldflow, simulamos cómo el plástico llenará la cavidad. Esto nos permite predecir los sifóns de aire y las líneas de soldadura antes incluso de que el molde esté construido. Para nuestros clientes, esto a menudo significa que la muestra de T1 ya está en el 95% del proceso de aprobación final, reduciendo significativamente el tiempo que se pasa en ciclos de T2 o T3.
Experiencia en Herramientas Complejas
Tanto si necesitas un componente médico de alta precisión como una pieza automotriz multimaterial, nuestro equipo de ingeniería aplica décadas de experiencia al proceso de herramientas. Al integrar las consideraciones de postprocesamiento y ensamblaje en la fase T1, nos aseguramos de que tus piezas no solo sean dimensionalmente correctas, sino que también estén listas para las etapas secundarias de tu flujo de trabajo de fabricación.
Lista de verificación resumen para el éxito de la muestra T1
Para asegurar que tu prueba T1 transcurra sin problemas, los equipos de compras e ingeniería deben seguir esta lista de comprobación:
- Verificar material: Asegúrese de que el T1 se dispare usando la calidad exacta de resina especificada para el producto final.
- Revisa DFM: Confirma que todas las sugerencias de DFM se implementaron en el diseño final del molde.
- Define las CTQ: Marca claramente las dimensiones críticas en tus planos para que el equipo de QA sepa qué priorizar durante la inspección.
- Solicitar documentación: No acepte muestras sin un registro completo de parámetros e informe dimensional.
- Planifica la iteración: Reserva tiempo en tu calendario de proyecto para al menos una ronda de modificaciones de moho (T2) tras la revisión T1.
Preguntas frecuentes (FAQ)
¿Cuál es el objetivo principal de una muestra T1?
El objetivo principal de una muestra T1 es verificar la funcionalidad del molde y las dimensiones básicas de la pieza en comparación con el diseño CAD original. Sirve como prueba de concepto física que permite a los ingenieros identificar cualquier ajuste necesario en las herramientas o parámetros de inyección antes de pasar a la producción en masa.
¿Cuántas muestras T1 recibiré?
La mayoría de los fabricantes proporcionan entre 5 y 10 muestras de T1 para pruebas y mediciones iniciales. Si necesitas una cantidad mayor para pruebas funcionales o validación de mercado, esto debe negociarse durante la fase de presupuesto, ya que puede requerir una prueba más larga y costes adicionales de materiales.
¿Puedo usar muestras T1 para el montaje del producto final?
Lasmuestras T1 suelen estar destinadas a inspección y pruebas de ajuste más que al montaje final. Aunque a menudo son funcionales, pueden carecer de la textura superficial final o presentar ligeras variaciones dimensionales que podrían afectar al rendimiento a largo plazo en un producto terminado.
¿Está la muestra T1 hecha del material final de producción?
Sí, las muestras de T1 siempre deben producirse utilizando la resina de producción final para asegurar resultados precisos. El uso de un material sustituto conduciría a datos incorrectos de contracción y pruebas de rendimiento engañosas, haciendo que los resultados de la prueba fueran inválidos para la planificación de producción.
¿Qué ocurre si la muestra T1 no pasa la inspección?
Si una muestra T1 no cumple con las especificaciones, el fabricante realiza un "ajuste de herramientas". Esto implica modificar el molde—como ensanchar una compuerta o retirar acero para ajustar una dimensión—y luego realizar un ensayo T2 para verificar que las correcciones fueron exitosas.
¿En qué se diferencia T1 de un prototipo?
Una muestra T1 se produce a partir del propio molde de herramientas duras (acero o aluminio) destinado a la producción, mientras que un prototipo se realiza típicamente mediante impresión 3D, mecanizado CNC o colada al vacío. Las muestras T1 representan la química real y la integridad estructural de la pieza final fabricada.
¿Listo para trasladar tu proyecto de CAD a T1? En SunOn Industrial Group, nos especializamos en herramientas de alta precisión y fabricación guiada por DFM que te permite llegar al mercado más rápido. Contacta hoy con nuestro equipo de ingeniería para una revisión completa del DFM o para solicitar un presupuesto para tu próximo proyecto de moldeo por inyección.