
Logrando tolerancias estrictas en moldes de inyección de plástico
Lograr tolerancias estrictas en moldes de inyección de plástico requiere una sinergia entre herramientas de alta precisión, selección estable de polímeros y rigurosos controles científicos de moldeo. Mientras que las tolerancias industriales estándar suelen situarse dentro de $\pm 0,1$ mm, las tolerancias "estrictas" o "precisas" oscilan entre $\pm 0,02$ mm y $\pm 0,05$ mm, e incluso menores para aplicaciones especializadas. El éxito en este campo depende de controlar la contracción física del plástico al pasar de un estado fundido a una pieza sólida dentro de la cavidad del molde. Los ingenieros deben tener en cuenta cada variable—desde la expansión térmica del acero de herramientas hasta la ubicación específica de la compuerta—para asegurar que el componente final cumpla con las exigentes exigencias de industrias de alto riesgo como la médica y la automoción.
¿Qué son las tolerancias de moldeo por inyección de precisión?
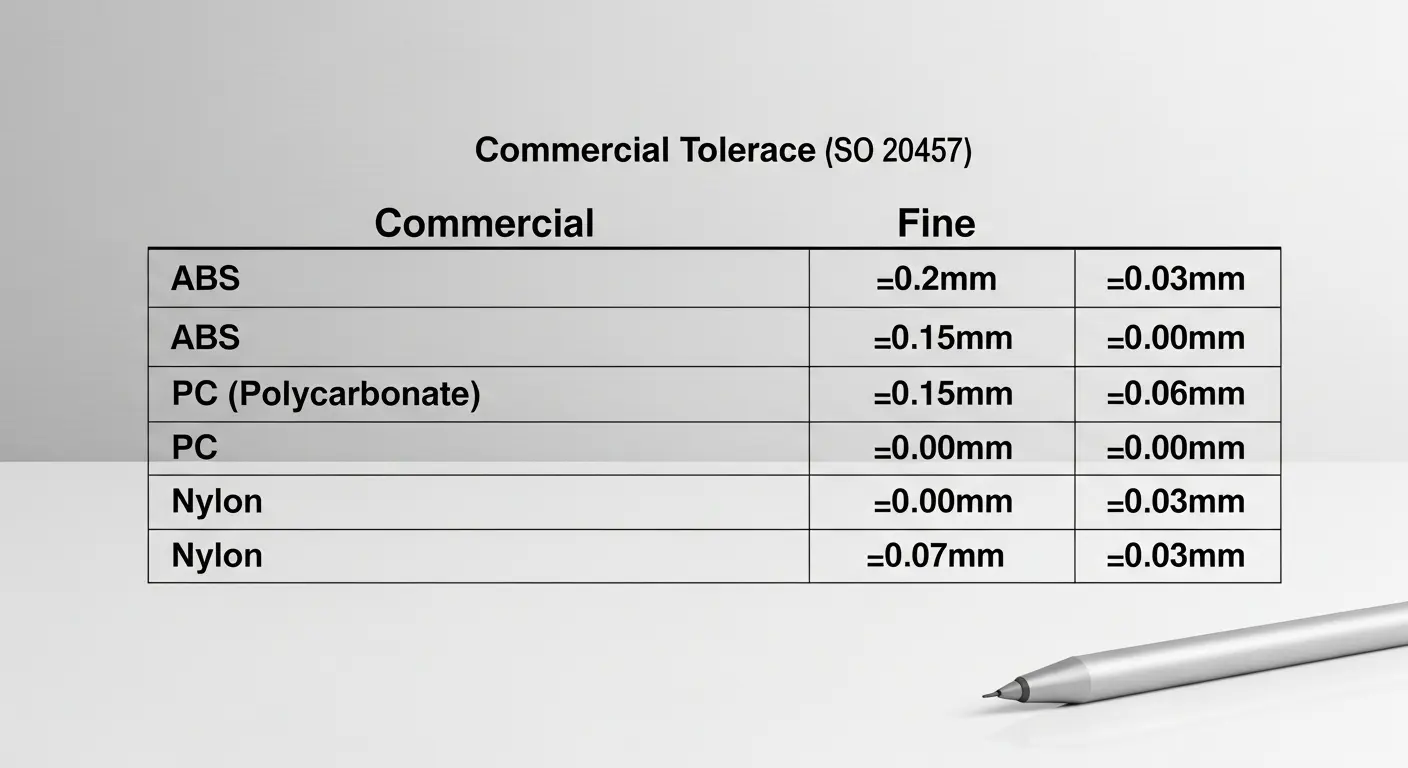
En el mundo de la fabricación, una tolerancia representa el límite permitido de variación en una dimensión física. Para piezas de plástico, lograr precisión es significativamente más difícil que con el metal mecanizado por CNC porque el plástico es semicristalino o amorfo y muy sensible al calor y la presión. La mayoría de los fabricantes globales siguen la norma ISO 20457 (anteriormente DIN 16742), que categoriza las tolerancias en grados "Comerciales" y "Finos".
Las tolerancias comerciales son el estándar para productos de consumo donde una ligera desviación no compromete la función del producto. Sin embargo, son necesarias tolerancias finas para componentes que requieren un ajuste por presión, interacciones intrincadas de engranajes o ensamblaje dentro de carcasas ajustadas. Cuando solicitas una auditoría del proceso de moldeo por inyección de de moldeo por inyección de plástico, el primer paso es determinar si tu diseño realmente requiere tolerancias de precisión. Ajustar una tolerancia de $\pm 0,1$ mm a $\pm 0,02$ mm suele aumentar los costes de herramientas entre un 20% y un 50% porque requiere acero más caro, EDM (Mecanizado por descarga eléctrica) más preciso y tiempos de ciclo más largos para mantener la estabilidad térmica.
Las tolerancias de moldeo por inyección de precisión requieren una mentalidad de ingeniería que vaya más allá del modelo CAD 3D. Un diseño puede parecer perfecto en una pantalla, pero la realidad física del flujo polimérico implica la orientación molecular y el esfuerzo inducido por el enfriamiento. Los fabricantes especializados en moldes de inyección de plástico para dispositivos médicos suelen pasar semanas en la fase DFM simplemente para asegurar que la tolerancia elegida sea repetible a lo largo de una serie de un millón de piezas. La repetibilidad es la verdadera seña de identidad de la precisión.
4 Factores críticos que afectan a las tolerancias al moho
Múltiples variables interactúan para sacar una parte de la tolerancia. Identificar estos factores desde el principio del diseño permite a los ingenieros compensarlos mediante el diseño de herramientas en lugar de mediante prueba y error en la fábrica.
1. Geometría de las piezas y complejidad de diseño
La forma de tu pieza es el principal factor de estabilidad dimensional. Las superficies grandes y planas son propensas a deformarse, mientras que las secciones transversales gruesas crean "marcas de hundimiento" porque el plástico interno se enfría más lentamente que la capa exterior. Mantener un grosor uniforme de la pared es la regla de oro del diseño de moldes con tolerancia estricta. Si una pieza tiene paredes no uniformes, las diferentes velocidades de refrigeración tirarán del material en distintas direcciones, haciendo casi imposible mantener una tolerancia de $\pm 0,02$ mm.
Además, la ubicación de la compuerta —por donde el plástico entra en la cavidad— afecta a cómo se llena y empaqueta el molde. Una colocación incorrecta de la compuerta puede provocar una distribución desigual de la presión, resultando en dimensiones que varían de un extremo a otro de la pieza. Los proyectos de alta precisión siempre utilizan el análisis Moldflow para predecir estos comportamientos antes de cortar el acero.
2. Selección de materiales y tasas de contracción
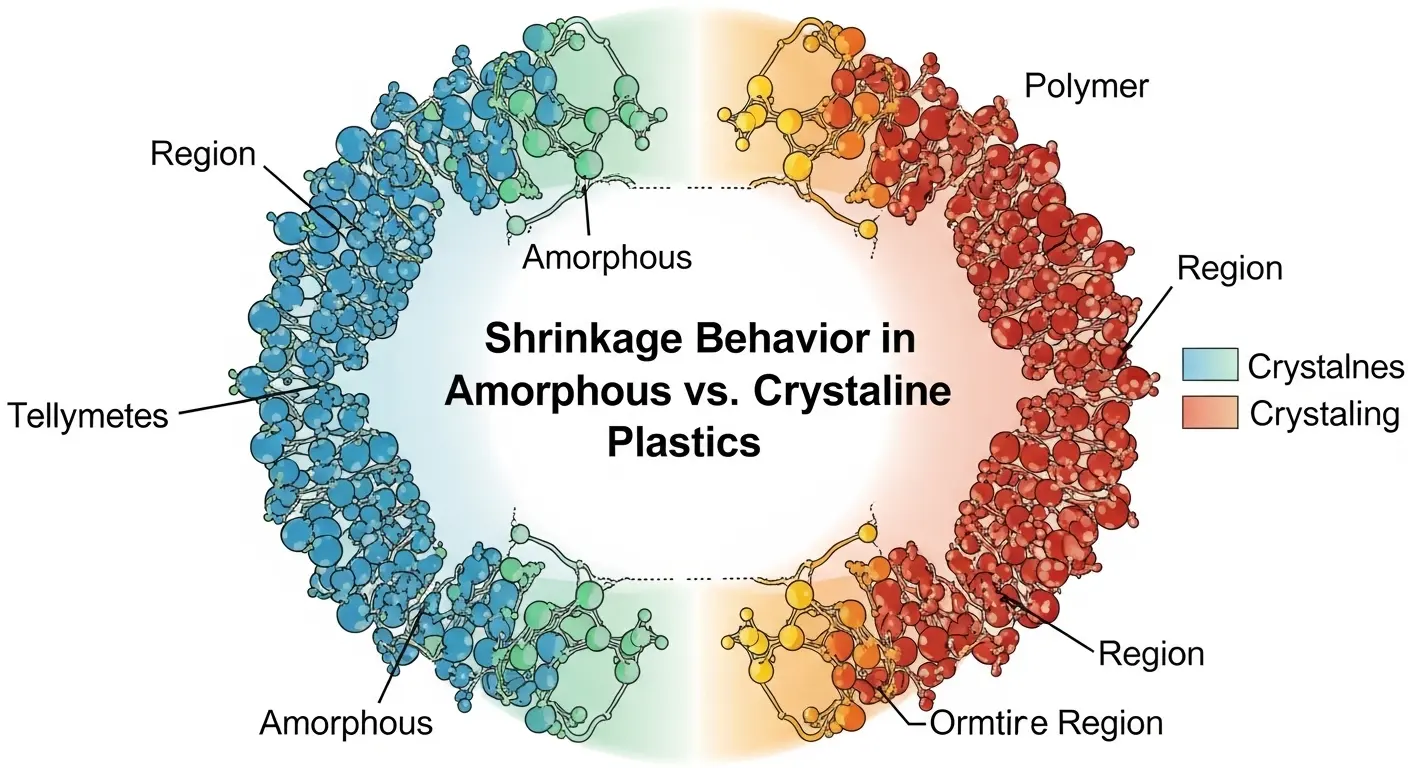
Cada polímero tiene una tasa de contracción específica, normalmente expresada en porcentaje. Los plásticos amorfos como el ABS o el policarbonato (PC) tienen bajas tasas de contracción (alrededor del 0,5%), lo que los hace relativamente fáciles de mantener con tolerancias estrictas. En cambio, los plásticos cristalinos como el polipropileno (PP) o el PEEK presentan tasas de contracción más altas y más volátiles (del 1,5% al 3,0%).
La elección de materiales también implica el uso de rellenos. Añadir fibras de vidrio o rellenos de carbono puede reducir la contracción y aumentar la estabilidad dimensional. Sin embargo, los rellenos también introducen anisotropía, lo que significa que la pieza se contrae de forma diferente en la dirección del flujo que a través del flujo. Si tu equipo de ingeniería no tiene en cuenta esta contracción direccional, la pieza se deformará o saldrá de tolerancia inmediatamente después de eyección.
3. Precisión de herramientas y selección de acero
El molde en sí debe construirse con mayor precisión que la pieza que produce. Para tolerancias estrictas en moldes de inyección de plástico, el fabricante de herramientas suele trabajar hasta $\pm 0,005$ mm. Este nivel de precisión requiere aceros de alta calidad como S136 o H13, que ofrecen una excelente dureza y conductividad térmica.
La gestión térmica dentro de la herramienta es igualmente vital. Los moldes de precisión utilizan enfriamiento conformal —canales de refrigeración que siguen la forma de la pieza— para asegurar una eliminación uniforme del calor. Si un lado del molde está incluso 5°C más caliente que el otro, el desequilibrio térmico resultante hará que la pieza se contraiga de forma desigual. La sala de herramientas de SunOn utiliza máquinas CNC de alta velocidad y Sodick EDM para lograr la precisión submicronica necesaria para estos moldes de alto rendimiento.
4. Controles de Procesamiento y Moldeo Científico
Incluso un molde perfecto puede producir piezas fuera de tolerancia si el proceso de moldeo es inestable. Factores como la presión de inyección, la temperatura de fusión y el "tiempo de retención" determinan cuánta cantidad de plástico se almacena en la cavidad. Si la presión fluctúa aunque sea un 1%, el peso y las dimensiones de la pieza cambiarán.
Aquí es donde el moldeo científico para tolerancias ajustadas se vuelve esencial. En lugar de depender de la intuición del operador, el moldeo científico utiliza sensores dentro del molde para monitorizar la presión y la temperatura en la cavidad en tiempo real. Al establecer una "ventana de proceso" robusta, los fabricantes aseguran que cada pieza producida sea idéntica a la primera.
Cómo el diseño para la fabricabilidad garantiza la precisión
El diseño para la manufacturabilidad (DFM) es el puente entre un diseño teórico y una parte funcional. Cuando un responsable de aprovisionamiento o un ingeniero de producto envía un archivo CAD, nuestro equipo realiza una revisión exhaustiva para identificar los "killers de tolerancia". Buscamos esquinas afiladas que generen concentradores de tensión y costillas profundas que puedan quedarse pegadas en el molde.
Una de las estrategias DFM más efectivas para la precisión es el uso del diseño "Steel-Safe". Esto significa que los ingenieros diseñan el molde de modo que las dimensiones críticas empiecen "pequeñas" para agujeros o "grandes" para ejes. Después del primer ensayo (T1), medimos las piezas. Si una dimensión está fuera de tolerancia, podemos eliminar fácilmente unas cuantas micras de acero del molde para ajustar la pieza a especificaciones. Es mucho más fácil y barato quitar el metal que añadirlo (lo que requiere soldar o volver a cortar toda la cavidad).
Nuestro proceso DFM también integra información de nuestra guía de moldeo por inyección de 2k de moldeo por inyección. Al moldear dos materiales diferentes juntos, la interfaz de unión requiere un control excepcional de tolerancia para evitar fugas o fallos estructurales. Al coordinar simultáneamente la contracción de dos polímeros diferentes, ayudamos a los fundidores de hardware a evitar los problemas de ensamblaje que afectan a los dispositivos multicomponente.
El papel del moldeo científico en tolerancias estrictas
El moldeo científico es un enfoque basado en datos que trata la máquina de moldeo por inyección como un instrumento científico en lugar de una simple prensa. Para lograr tolerancias estrictas, seguimos un proceso de cuatro etapas que desacopla las fases de llenado, empaquetado y retención. Esto nos permite controlar exactamente cuánta materia entra en la cavidad y cómo se solidifica.
- Estudio de viscosidad: Determinamos la velocidad óptima de inyección donde la viscosidad del plástico es más estable.
- Estudio de equilibrio de cavidades: Nos aseguramos de que, en un molde de varias cavidades, cada cavidad se llene exactamente al mismo ritmo.
- Estudio de caída de presión: Verificamos que la máquina tenga suficiente presión para llenar el molde sin que "toque fondo".
- Estudio de congelación de compuertas: Determinamos exactamente cuándo se solidifica el plástico dentro de la compuerta, asegurando que ningún material "retrofluya" fuera de la cavidad, lo que causaría una caída dimensional.
Dominando estas variables, podemos mantener tolerancias de moldeo por inyección de precisión de moldeo por inyección de precisión a lo largo de millones de ciclos. Esto es especialmente importante para el proceso de moldeo por inyección k y los beneficios donde el segundo disparo depende de la precisión dimensional del primer disparo para lograr un sellado perfecto.
Verificación: Medición de la precisión con CMM y herramientas ópticas
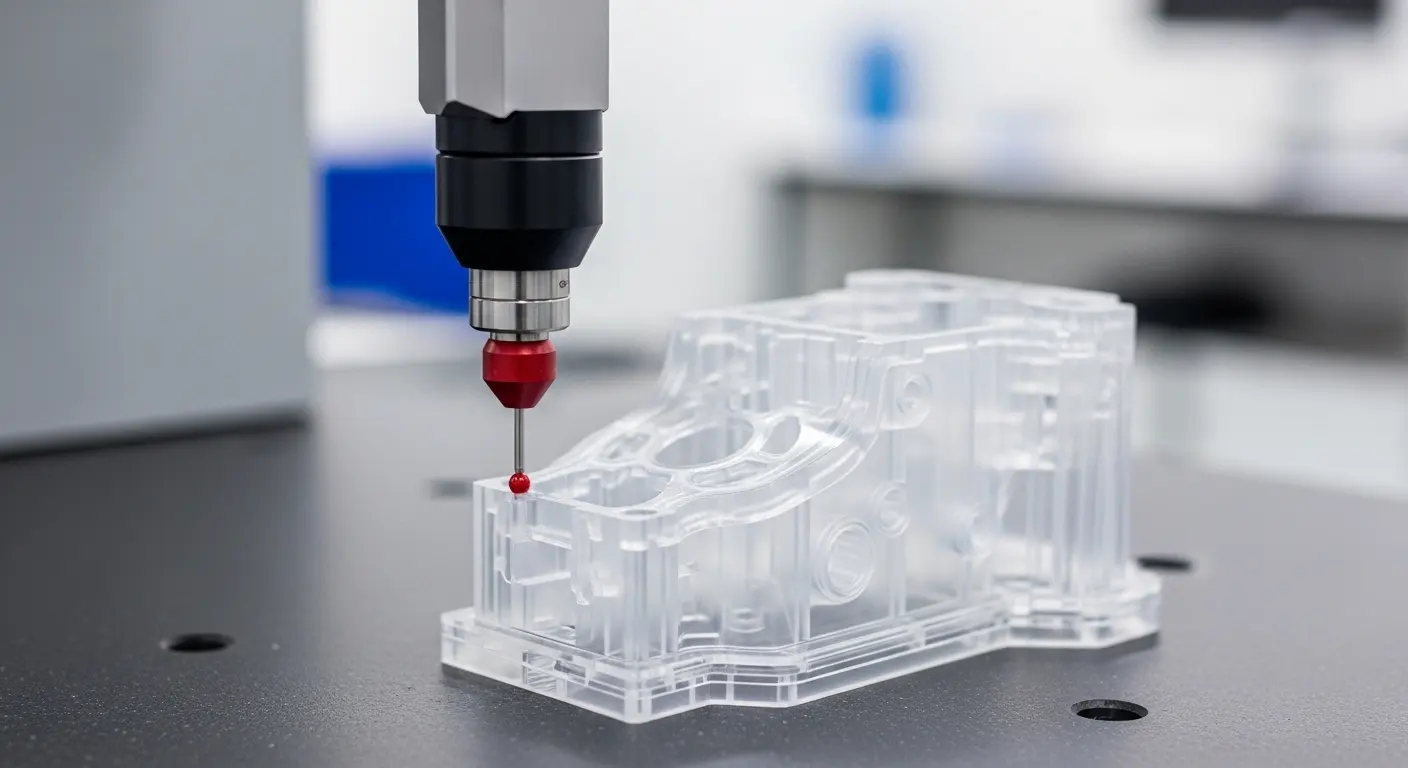
No puedes lograr lo que no puedes medir. En la fabricación de alta precisión, el laboratorio de Aseguramiento de la Calidad (QA) es tan importante como la planta de producción. Para verificar estrictas tolerancias en moldes de inyección de plástico, utilizamos Máquinas de Medición de Coordenadas (CMM) y Sistemas de Visión (Máquinas de Medición Óptica).
Una CMM utiliza una sonda sensible para mapear las coordenadas X, Y y Z de una pieza, comparándolas con el modelo CAD original. Para piezas con características diminutas o materiales blandos que puedan deformarse bajo una sonda, utilizamos sistemas ópticos sin contacto. Estas herramientas proporcionan un "Mapa de Calor" de la pieza, mostrando exactamente en qué se desvía del diseño nominal. Estos datos se envían al equipo de herramientas para la puesta a punto final del molde, asegurando que la "Muestra Dorada" sea realmente perfecta.
Preguntas frecuentes
¿Cuál es la tolerancia más estricta posible en moldeo por inyección?
La tolerancia más estricta para moldeo por inyección de precisión suele ser de $\pm 0,025$ mm para piezas pequeñas y estables. Aunque $\pm 0,01$ mm es alcanzable en entornos de sala limpia altamente especializada con resinas de alta gama como PEEK, requiere un control extremo sobre el entorno y el proceso, aumentando significativamente el coste por pieza.
¿Cómo afecta la elección de materiales a la tolerancia de las piezas?
Los materiales amorfos (como el PC o el ABS) tienen una contracción mucho menor y más predecible que los materiales cristalinos (como el nailon o el PP). En consecuencia, es mucho más fácil mantener tolerancias estrictas con plásticos amorfos. Si tu pieza requiere precisión, los ingenieros suelen recomendar una resina amorfa rellena de vidrio para maximizar la estabilidad dimensional.
¿Qué es el diseño de molde "Steel-Safe"?
El diseño seguro para acero es una estrategia en la que el molde se mecaniza deliberadamente para dejar una pequeña cantidad de metal en las zonas que puedan necesitar ajustes. Tras la prueba T1, si una pieza es demasiado grande o demasiado pequeña, el fabricante puede "afinar" el molde retirando pequeños trozos de acero. Esta es una práctica habitual para lograr tolerancias de precisión sin riesgo de desguazar un molde.
¿Por qué las tolerancias estrictas son más caras?
Las tolerancias estrictas requieren acero para herramientas de mayor calidad, mecanizado más preciso (como la EDM de hilo lento) y un control de calidad más riguroso. Además, el moldeo de precisión suele requerir tiempos de ciclo más lentos para asegurar que la pieza se enfríe de forma uniforme, lo que aumenta el tiempo de mano de obra y de máquina asignado a cada pieza.
¿El tamaño de la pieza afecta a la capacidad de mantener tolerancias estrictas?
Sí, las tolerancias suelen ser proporcionales al tamaño de la pieza. Una tolerancia de 0,02$ mm de $\pm es mucho más fácil de lograr en un componente del tamaño de una moneda que en uno del tamaño del parachoques de un coche. La mayoría de las normas internacionales, como la ISO 20457, proporcionan una escala móvil para las tolerancias basada en la dimensión nominal.
¿Puede el moldura 2K lograr tolerancias estrictas?
Sí, el moldeo 2K (dos disparos) puede lograr tolerancias muy estrictas, pero requiere un enfoque especializado de k de guía de moldeo por inyección. La primera pieza debe mantenerse con alta precisión porque actúa como el "molde" para el segundo material. Cualquier error en el primer disparo se magnificará en el segundo.
¿Tienes un proyecto de alta precisión que requiera un control experto de tolerancias? En SunOn, nos especializamos en ingeniería liderada por DFM para las aplicaciones más exigentes. Contáctanos hoy mismo para una revisión profesional de DFM o para solicitar un presupuesto para tu proyecto de moldeado de alta tolerancia. Nuestro equipo de ingeniería en Dongguan está listo para ayudarte a pasar de prototipo a producción en masa de precisión.