
Soldadura y recubrimiento en polvo: mejores prácticas para la durabilidad
La soldadura y el recubrimiento en polvo representan el estándar de oro para crear componentes industriales que resisten la prueba del tiempo y el estrés ambiental. Cuando estos dos procesos se ejecutan con precisión, crean una unión sinérgica que ofrece una resistencia a la corrosión y un atractivo estético inigualables. Sin embargo, alcanzar este nivel de durabilidad requiere más que una cuenta fuerte y una pistola de pulverización. Requiere un profundo conocimiento de la metalurgia, la química superficial y las interacciones físicas entre las zonas afectadas por el calor y las resinas poliméricas. Esta guía explora las técnicas sofisticadas necesarias para dominar la transición desde el banco de soldadura hasta el horno de recubrimiento.
¿Por qué es crítica la relación entre soldadura y recubrimiento en polvo para la durabilidad?
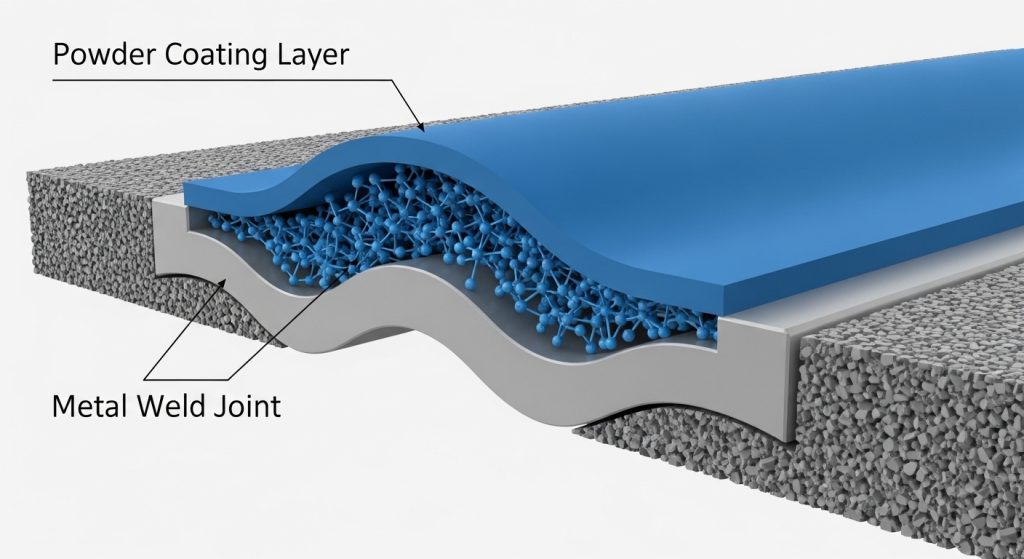
La relación entre la soldadura y el recubrimiento en polvo es fundamental porque la calidad de la soldadura determina directamente el éxito de la adhesión y la longevidad del recubrimiento. Las soldaduras mal terminadas albergan contaminantes, escoria y porosidad que provocan fallos prematuros del recubrimiento. Una transición fluida garantiza que la capa protectora permanezca intacta bajo estrés mecánico y ambiental.
En la fabricación profesional, la soldadura no es una característica independiente; es la base para el acabado final. Si una soldadura es porosa o contiene gases atrapados, el calor del horno de recubrimiento en polvo —normalmente entre 375°F y 400°F— hará que esos gases se expandan. Esto provoca "desgasificación", lo que crea burbujas o agujeros poco estéticos en el acabado. Para proyectos de alta precisión, como aquellos que implican piezas de fundición de aluminio a presión, asegurar una soldadura densa y no porosa es el primer paso para evitar fallos sistémicos.
Además, la geometría de una unión soldada afecta al efecto "Jaula de Faraday" durante el proceso de pulverización electrostática. Las esquinas cerradas o los huecos profundos creados por soldaduras complejas pueden repeler el polvo, dejando el metal vulnerable al óxido. Comprender estas interacciones basadas en la física es lo que diferencia una pieza estándar de un componente de grado industrial diseñado para décadas de servicio.
¿Cuáles son las mejores técnicas de soldadura para piezas destinadas al recubrimiento en polvo?

Las mejores técnicas de soldadura para el recubrimiento en polvo implican el uso de soldadura por arco de tungsteno con gas (TIG) para una limpieza precisa y mínima, o soldadura por arco con gas metálico (MIG) con gases de blindaje específicos para reducir salpicaduras. Priorizar cuentas limpias y continuas sobre soldaduras intermitentes de "tack" previene la aparición de trampas de humedad y garantiza una superficie uniforme para la unión de resina.
La elección del proceso adecuado suele depender del material y de la velocidad de producción requerida. Aquí tienes un desglose de cómo las diferentes técnicas influyen en el final final:
TIG Welding (GTAW) para una estética superior
Lasoldadura TIG suele ser preferida para trabajos de alta calidad porque produce uniones increíblemente limpias y libres de escoria. Dado que no hay flujo involucrado, el riesgo de contaminación química es significativamente menor. Para componentes que requieren
MIG Welding (GMAW) para eficiencia y resistencia
La soldadura MIG es el pilar del ensamblaje industrial. Sin embargo, crea más "salpicaduras": pequeñas bolas de metal fundido que se adhieren a la superficie circundante. Si no se eliminan, se forman "granos" bajo el recubrimiento en polvo. Para optimizar el MIG para el recubrimiento:
- Utiliza una mezcla de gases blindantes de alto contenido de argón para reducir las salpicaduras.
- Evita los sprays antisalpicaduras a base de silicio; estos son "venenos" para la adhesión del recubrimiento en polvo.
- Asegúrate de que el cable sea consistente para evitar "vueltas frías" donde la pólvora no pueda penetrar.
| >Característica | TIG | Soldadura MIG |
| Limpieza | Excelente (sin escoria | )Velocidad moderada (salpicaduras |
| Más lenta | ||
| Tiempo de limpieza | Mínimo | Resultado |
| significativo de recubrimiento | Suave, arquitectónico | Industrial, robusto |
¿Cómo se deben preparar las uniones soldadas antes de aplicar el recubrimiento en polvo?
Preparar las uniones soldadas requiere un proceso de tres pasos: rectificado mecánico para eliminar rebabas y salpicaduras, desengrasado exhaustivo para eliminar aceites y pretratamiento químico para crear un recubrimiento de conversión. Esta limpieza rigurosa asegura que el polvo se une química y mecánicamente al metal, evitando la "fluencia" de corrosión bajo el acabado.
La preparación de la superficie es el 90% del trabajo en cualquier proyecto de recubrimiento. Para los ensamblajes soldados, la "Zona Afectada por el Calor" (HAZ) sufre cambios moleculares que pueden afectar la formación de los óxidos.
Preparación Mecánica
Cada talón de soldadura debe ser inspeccionado para detectar bordes afilados. El recubrimiento en polvo se despega naturalmente de las esquinas afiladas durante el proceso de curado (un fenómeno llamado "tirón de filo"), dejando el metal fino y expuesto.
- Rectificado: Usa un disco de solapa de grano 60-80 para suavizar el perfil de soldadura.
- Bordes de radio: Asegúrate de que todas las esquinas afiladas estén redondeadas al menos a un radio de 2 mm.
- Eliminación de salpicaduras: Utiliza un cincel o una rueda de alambre para asegurarte de que la base metálica quede perfectamente plana.
Pretratamiento químico
Tras la limpieza mecánica, las piezas—especialmente las de líneas de producción de piezas metálicas para estampado—deben someterse a un lavado en varias etapas. Esto suele incluir un limpiador alcalino para eliminar aceites de taller y un baño de fosfato de hierro o zinc. Esta capa química actúa como ancla para el polvo y proporciona una línea secundaria de defensa si el recubrimiento se araña.
Consejo: Si trabajas con soldaduras de aluminio, usa siempre un desoxidante. El aluminio forma una capa de "carbón" u óxido casi al instante después de soldar que puede evitar que el polvo se adhiera.
¿Qué defectos comunes de soldadura causan el fallo del recubrimiento en polvo?
Los defectos de soldadura más comunes que causan fallos incluyen la porosidad, que provoca burbujas de desgasificación, y la escoria atrapada, que impide que el recubrimiento se adhiera al metal. El flujo residual de soldadura o los agentes antisalpicaduras a base de silicona también provocan "ojos de pez" o cráteres en el acabado, ya que son químicamente incompatibles con las resinas en polvo.
Comprender estos fallos es esencial para mantener una línea de producción de alta calidad.
El problema de la desgasificación
La liberación de gases es el "asesino silencioso" del recubrimiento en polvo. Cuando una soldadura es porosa —es decir, tiene pequeñas bolsas de aire internas— esas bolsas contienen aire y humedad. Cuando la pieza entra en el horno de curado a 400°F, el aire se expande y fuerza su salida a través del polvo fundido.
- La solución: Usa una imprimación en polvo "OOG" (Outgassing Forgiving). Estos cebadores permanecen "abiertos" más tiempo en el horno, permitiendo que los gases salgan antes de que la superficie final se selle.
- Precalentamiento: Coloca la pieza soldada en el horno durante 30 minutos antes de recubrir para "cocinar" los gases.
Contaminación por escoria y flujo
Si usas soldadura Stick (SMAW) o Flux-Cored (FCAW), el flux deja un recubrimiento similar al vidrio en la soldadura. Si queda aunque sea una cantidad microscópica, el polvo se unirá a la escoria en lugar de al metal. Cuando la pieza vibra o sufre expansión térmica, la escoria se desprende, llevándose el recubrimiento con ella. Por eso los componentes de moldes de fundición a presión de aleación alu-zinc suelen evitar procesos de soldadura con mucho fluyente.
¿Cómo afectan los diferentes tipos de metal al proceso de soldadura y recubrimiento?
Diferentes tipos de metales, como el acero al carbono, el aluminio y el acero inoxidable, requieren rellenos de soldadura y químicos de pretratamiento únicos para garantizar la durabilidad. El acero al carbono es propenso a la oxidación rápida (óxido), mientras que el aluminio requiere frecuencias específicas de soldadura en CA y conversiones libres de cromato para evitar que el polvo se desprenda en ambientes húmedos.
Carbon Steel
Este es el material más común para ensamblajes soldados. Es fácil de soldar, pero requiere la protección contra la corrosión más agresiva. A menudo se recomienda una imprimación en polvo rica en zinc sobre las uniones de soldadura antes de la capa final de color.
Aluminio y aleaciones de fundición
a presiónSoldar fundición a presión componentes de moldes o extrusiones de aluminio requiere una alta gestión de conductividad térmica. El aluminio también es más propenso a la desgasificación porque los metales fundidos son naturalmente más porosos que el acero laminado.
- Opinión experta: Al soldar aluminio para recubrimiento, utiliza varilla de aporte 4043 en lugar de 5356 si la pieza va a ser sometida a un curado en polvo a alta temperatura, ya que la 5356 puede sensibilizarse ocasionalmente a la corrosión por tensión por tensión.
¿Cuáles son los estándares de la industria para probar juntas soldadas recubiertas?
Las normas industriales para ensayos incluyen la prueba de adhesión en trampolado cruzado (ASTM D3359), la prueba de niebla salina (ASTM B117) y la prueba de resistencia al impacto. Estos protocolos aseguran que la unión entre la soldadura, la zona afectada por el calor y el recubrimiento en polvo pueda resistir la deformación mecánica y atmósferas corrosivas sin deslaminarse.
Para asegurarte de que tus piezas cumplan con los estándares globales de calidad, implementa estas pruebas regularmente:
- Prueba de hacha cruzada: Cortar una rejilla en el recubrimiento y aplicar cinta especializada para ver si algún "cuadrado" del recubrimiento se despega. Esta es la prueba definitiva para la preparación de superficies.
- Prueba de doblado del mandril: Doblar una muestra soldada recubierta en un radio específico para ver si el recubrimiento se agrieta. Esto pone a prueba la flexibilidad de la resina.
- Pruebas de niebla salina: Colocar piezas en una cámara llena de niebla salina durante 500 a 2.000 horas. Si el óxido aparece en la unión de soldadura antes del tiempo especificado, el pretratamiento o la técnica de soldadura es defectuosa.
| Nombre de prueba | ASTM Standard | Qué mide |
| D3359 | ||
| adherencia Spray salino | B117 | Resistencia a la corrosión |
| MEK Rub | D4752 | grado de |
| ensayo de curado | D2794 | Recubrimiento Dureza |
¿Cómo conseguir un acabado de "Calidad de Exhibición" en soldaduras industriales?
Conseguir un acabado de calidad de exposición requiere "carrocería" para el metal. Esto implica lijar las soldaduras al ras, usar rellenos metálicos a alta temperatura para rellenar las cavidades y aplicar un proceso de polvo en varias etapas que incluye imprimación, capa base y capa transparente. Este enfoque oculta la naturaleza "industrial" de la soldadura manteniendo la integridad estructural.
La mayoría de la gente asume que el recubrimiento en polvo oculta defectos. En realidad, el proceso electrostático suele destacarlas. Si quieres una transición perfectamente suave entre dos tubos soldados:
- Lijar a 180 granos: No te quedes en un molido tosco. Lijar la zona de soldadura a grano 180 asegura que los patrones de arañazos no se vean a través del brillo.
- Rellenos conductores: Utiliza rellenos epoxi especializados y termoestables que pueden conducir electricidad. El "Bondo" tradicional actúa como aislante y el polvo no se adhiere a él.
- El "doble horneado": Aplica una prebase, curádela parcialmente (curado verde), luego aplica la capa superior y haz un curado completo. Esto proporciona una "construcción" más gruesa que nivela las irregularidades superficiales.
Siguiendo estas mejores prácticas, los fabricantes pueden asegurarse de que sus flujos de trabajo de soldadura y recubrimiento en polvo produzcan piezas que no solo sean visualmente impresionantes, sino prácticamente indestructibles en el terreno. Ya sea que trabajes con estructuras enormes o en intrincados piezas metálicas para estampar, la fusión de soldadura experta y recubrimiento profesional es la máxima señal de calidad.