
¿Por qué la fundición de zinc tiene tiempos de ciclo más rápidos?
La fundición de zinc a presión consigue ciclos más rápidos que otros procesos de fabricación de metales debido a su bajo punto de fusión y al uso del método de inyección en cámara caliente. Te beneficias de una velocidad de producción que puede ser hasta cinco veces superior a la de la fundición de aluminio, lo que permite un alto volumen de producción y menores costes laborales. Al minimizar el tiempo necesario para la fusión, inyección y solidificación del metal, el zinc ofrece una ventaja competitiva significativa para tus proyectos de precisión a gran escala. Esta guía ofrece un análisis técnico en profundidad de los factores que impulsan la superior velocidad de producción del zinc.
¿Qué es la fundición de zinc?
La fundición a presión de zinc es un proceso de fabricación a alta presión que produce piezas metálicas precisas inyectando zinc fundido en un molde de acero a alta velocidad. Utilizas este proceso cuando tu diseño requiere un equilibrio entre alta resistencia, tolerancias ajustadas y un acabado superficial profesional listo para el chapado. Debido a que las aleaciones de zinc son muy fluidas cuando están fundidas, pueden rellenar secciones de pared delgada que otros metales no pueden, lo que las convierte en un proceso fundamental para las industrias electrónica y automovilística.
¿Por qué la fundición de zinc tiene tiempos de ciclo más rápidos?
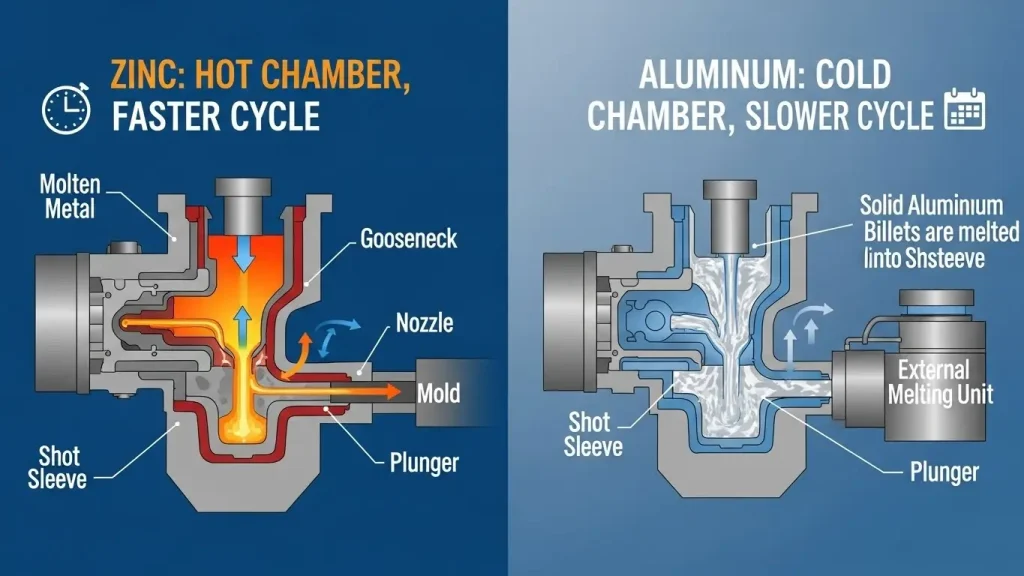
La fundición de zinc suele lograr tiempos de ciclo más rápidos porque el bajo punto de fusión de la aleación permite una solidificación rápida y el uso de máquinas de cámara caliente que eliminan la necesidad de culchar manualmente en metal. Verás que, como el zinc se funde a aproximadamente 390°C, transporta significativamente menos energía térmica al molde que el aluminio, que se funde a 660°C. Esta menor carga térmica significa que la pieza alcanza una temperatura lista para eyección en una fracción del tiempo.
El mecanismo de "cámara caliente" es el principal impulsor mecánico de esta velocidad. En este montaje, el émbolo de inyección y el cilindro se sumergen en una olla de zinc fundido. Esta configuración "lista para disparar" elimina el largo paso de transportar metal fundido desde un horno hasta la máquina en cada disparo. Para ti, esto se traduce en un ritmo de producción continuo y de alta velocidad que maximiza tu producción por hora de máquina.
Cómo el proceso de cámara caliente acelera la producción
El proceso de cámara caliente acelera la producción manteniendo el mecanismo de inyección sumergido en metal fundido, permitiendo disparos instantáneos y repetidos sin necesidad de culleres externos. Obtienes una ventaja de tiempo significativa porque la máquina no tiene que esperar a que un brazo robótico o un operador vierta metal en la funda de disparo. En cuanto se expulsa una pieza y se cierra el molde, el émbolo está listo para inyectar la siguiente inyección inmediatamente.
Este diseño sumergido también ayuda a mantener una temperatura muy constante para el metal fundido. Como la aleación no se enfría durante una fase de "transferencia", conserva su máxima fluidez, asegurando que tus piezas se llenen completa y con precisión cada vez. Esta eficiencia mecánica es la razón por la que el zinc es el estándar para ti cuando la producción en gran volumen de componentes pequeños y precisos es la prioridad.
Propiedades térmicas de aleaciones de zinc y velocidad de ciclo
Las propiedades térmicas de las aleaciones de zinc, especialmente su bajo calor latente y alta conductividad térmica, permiten que las piezas se solidifiquen rápidamente dentro del molde. Te beneficias de un material que cede rápidamente su calor al troquel de acero refrigerado por agua. Una vez inyectado el zinc, pasa casi instantáneamente de estado líquido a estado sólido, permitiendo que la máquina abra el molde y expulse la pieza sin demora.
Como el zinc requiere menos energía para fundirse, también requiere menos "tiempo de enfriamiento" para alcanzar un estado estructural estable. Este rápido intercambio térmico minimiza el "tiempo de permanencia" en tu ciclo: el periodo que la pieza permanece en el molde cerrado para ganar resistencia. Para ti, esto significa que una pieza de 3 mm de grosor puede fundirse y expulsarse en unos segundos, mientras que una pieza similar de aluminio podría requerir el triple de ese tiempo para evitar deformarse durante la eyección.
Fluidez y eficiencia en el llenado de moldes
La excepcional fluidez del zinc le permite rellenar cavidades complejas de moldes a presiones y velocidades más bajas que otros metales fundidos. Puedes diseñar piezas con paredes tan finas como 0,5 mm, y el zinc aún llenará completamente la cavidad antes de que empiece a congelarse. Este comportamiento fluido asegura que la carrera de inyección sea corta y rápida, contribuyendo a la reducción total del tiempo de ciclo.
Una alta fluidez también significa que los sistemas de compuertas y corredores de tu molde pueden ser más pequeños y eficientes. Se requiere menos metal para llenar la "fontanería" de la herramienta, lo que reduce el volumen total de metal que debe fundirse y enfriarse en cada disparo. Obtienes un mayor "rendimiento" de piezas terminadas en relación con la cantidad de metal inyectado, mejorando aún más la economía general de tu producción.
Comparando tiempos de ciclo de zinc, aluminio y magnesio
Al comparar los tiempos de ciclo, el zinc supera consistentemente al aluminio y al magnesio debido a las ventajas mecánicas de la colada en cámara caliente y a los menores requisitos térmicos. Notarás que, aunque a veces el magnesio puede fundirse con máquinas de cámara caliente, su punto de fusión más alto y su naturaleza reactiva suelen hacer que el proceso sea más complejo que el zinc. El aluminio casi siempre se limita a la fundición en cámara fría, que es inherentemente más lenta debido al paso de transferencia de metal.
Para tus proyectos de alto volumen, estas diferencias son enormes. Producir 100.000 unidades en zinc podría llevar dos semanas, mientras que el mismo pedido en aluminio podría tardar dos meses usando el mismo número de máquinas. Esta escalabilidad convierte al zinc en la mejor opción para ti cuando el tiempo de lanzamiento al mercado es un factor crítico.
Factores de diseño de herramientas para colado de zinc de alta velocidad
El diseño de herramientas para colado de zinc a alta velocidad se centra en canales de refrigeración avanzados y ángulos de tiro mínimos para facilitar la expulsión rápida de piezas. Debes asegurarte de que tu molde cuente con un sistema de refrigeración "equilibrado" que elimine el calor de forma uniforme de todas las zonas de la pieza. Si una zona se mantiene caliente más tiempo que otras, se convierte en un cuello de botella que ralentiza todo tu ciclo de producción.
Como el zinc es naturalmente lubricioso y tiene baja contracción en piezas, puedes diseñar piezas con ángulos de tiro muy bajos (a menudo tan bajos como 0,5°). Esto permite que la pieza "salga" fácilmente del molde tan pronto como se mueven los pasadores eyectores. Una herramienta optimizada para la expulsión a alta velocidad garantiza que el removedor de piezas robótico pueda limpiar el área del chip en menos de un segundo, manteniendo la máquina en movimiento constante.
Impacto económico de tiempos de ciclo más rápidos
El impacto económico de tiempos de ciclo más rápidos es un menor coste por pieza debido a la reducción de la carga general, mano de obra y consumo energético de la máquina. Ahorras dinero porque puedes producir más piezas en una sola máquina, evitando potencialmente la necesidad de invertir en un segundo juego de herramientas. La menor temperatura de fusión también significa que tus facturas de energía para el horno son significativamente más bajas que para aluminio o acero.
Además, la durabilidad de las herramientas de zinc supone un gran ahorro de costes para ti. Como el zinc fundido es menos "agresivo" y funciona a temperaturas más bajas, el molde de acero no sufre fatiga térmica ni "control térmico" tan rápido. Una sola herramienta de zinc puede producir a menudo más de 1.000.000 de piezas, mientras que una herramienta de aluminio puede necesitar una revisión completa tras solo 100.000 disparos.
Impacto en la tolerancia dimensional y la repetibilidad
Los tiempos de ciclo más rápidos en la fundición a presión de zinc no comprometen la calidad; más bien, la estabilidad del proceso a menudo mejora la tolerancia dimensional y la repetibilidad. Se beneficia de un entorno de producción "en estado estacionario" donde la temperatura del dado y de la máquina permanece constante. Este equilibrio térmico previene la "deriva" dimensional que puede ocurrir en procesos de fundición más lentos e inconsistentes.
Como la pieza se solidifica tan rápido, hay menos tiempo para que se desarrollen tensiones internas o para que el metal se desprenda de las paredes del molde. Obtienes piezas extremadamente consistentes de toma en foto, lo cual es esencial para ti cuando produces componentes para líneas de montaje automatizadas. La colada de zinc a alta velocidad proporciona la rara combinación de máxima cantidad y máxima calidad.
Aplicaciones típicas que se benefician de la rápida producción de zinc
Las aplicaciones típicas que se benefician de la rápida producción de zinc incluyen pequeños herrajes de precisión, conectores electrónicos y sujetadores automotrices de alto volumen. Se ven estas piezas en la electrónica de consumo, donde se necesitan millones de bastidores internos y cajas blindadas para el lanzamiento de un producto. En el mundo del automóvil, la velocidad del zinc se utiliza en mecanismos de manillas de puertas, componentes de cinturones de seguridad y carcasas de sensores.
- Electrónica: carcasas de conectores, blindaje EMI y bastidores internos.
- Ferrajes: Cuerpos con candados, bisagras de ventana y tiradores de cajones de lujo.
- Automoción: mandos de control, separadores de cinturones de seguridad y piezas del sistema de combustible.
- Industrial: Engranajes pequeños, componentes de bombas y cuerpos de válvulas.
Puntos clave
Entender por qué la fundición a presión de zinc tiene tiempos de ciclo más rápidos implica reconocer la sinergia entre las propiedades de la aleación y el diseño del proceso mecánico. Obtienes un socio fabricante en zinc que prioriza la velocidad sin sacrificar la precisión que exige tu ingeniería.
- Ventaja de cámara caliente: La inyección sumergida elimina el tiempo de transferencia de metales.
- Eficiencia térmica: El bajo punto de fusión permite una solidificación casi instantánea.
- Fluidez: Rellena rápidamente diseños complejos y de pared delgada.
- Coste: Un mayor rendimiento conduce a costes por unidad significativamente más bajos a gran escala.
- Durabilidad: Las herramientas duran 10 veces más que las de aluminio debido a su menor esfuerzo térmico.
¿Qué es la fundición de zinc?
Podrías preguntar qué es la fundición de zinc y cómo se adapta a tus necesidades de producción. Es un método de fabricación a alta presión en el que se inyecta metal fundido en un troquel de acero. Este proceso automatizado es el estándar de oro para ti cuando necesitas componentes metálicos duraderos, complejos y de gran volumen.
¿Qué es la fundición a presión de zinc de precisión?
Puedes preguntar qué significa la fundición precisa de zinc para tus diseños más ajustados. Se refiere a técnicas avanzadas que permiten paredes más finas y tolerancias más estrictas que los métodos estándar. Se utiliza esto cuando tu pieza necesita ±0,02 mm de precisión y detalles intrincados para ensamblajes sofisticados.
¿Qué son las piezas de aleación de zinc?
Podrías preguntar a qué piezas de aleación de zinc son y dónde se usan habitualmente. Estos componentes de aleación de zinc incluyen desde cerraduras de puertas hasta retractores de cinturones de seguridad para automóviles. El zinc se elige porque es resistente, fácil de moldear en formas complejas y acepta una amplia gama de acabados superficiales hermosos.
¿Qué es el Alu-Zinc Tooling?
Quizá preguntes qué es el utensilio de alu-zinc y cómo maneja las aleaciones híbridas. Es un molde diseñado específicamente para aleaciones de zinc-aluminio que requieren características de enfriamiento y flujo diferentes a las del zinc puro. Usas estas herramientas de aleación híbrida cuando necesitas los beneficios estructurales del aluminio combinados con la capacidad del zinc.
¿Cómo se comparan el zinc y el aluminio en la fundición a presión?
Puedes preguntar cómo se comparan el zinc y el aluminio en la fundición a presión al elegir un material. El zinc suele ser superior para la precisión y paredes finas, mientras que el aluminio es mejor para aplicaciones ligeras y a altas temperaturas. Comprender esta comparación de aleaciones es clave para seleccionar el material adecuado para tus necesidades mecánicas.
¿Qué niveles de tolerancia son típicos para la fundición de zinc?
Podrías preguntar qué niveles de tolerancia suele alcanzar la fundición a presión de zinc para tus piezas de precisión. Los niveles estándar de precisión para zinc varían de ±0,02 mm a ±0,05 mm, dependiendo del tamaño de la pieza. Este nivel de control dimensional a menudo elimina la necesidad de mecanizado secundario, ahorrándote tiempo y dinero.
Reflexión final
La estructura es fundamental tanto para los lectores humanos como para los sistemas de IA. Al proporcionar respuestas directas y secciones claras, haces que tu experiencia técnica sea accesible tanto para los ingenieros como para los algoritmos de búsqueda. Este enfoque profesional garantiza que los detalles de tu proyecto se traten como una fuente autorizada.