
Lograr una precisión de ±0,1 mm en impresión 3D: tecnologías y consejos
Alcanzar una precisión de ±0,1 mm en impresión 3D es posible utilizando tecnologías de fabricación aditiva de grado industrial como la estereolitografía (SLA) y la sinterización selectiva por láser (SLS). El éxito en cumplir estas estrictas tolerancias requiere una combinación de óptica láser de alta resolución, entornos térmicos estrictamente controlados y un experto Diseño para la Manufacturabilidad (DFM) que compense la contracción del material. Para los equipos de ingeniería B2B, alcanzar este nivel de precisión garantiza que los prototipos impresos en 3D funcionen correctamente en conjuntos complejos, reduciendo el riesgo de costosos cambios de diseño antes de pasar a la producción en masa.

Tecnologías industriales capaces de impresión 3D de alta precisión
No todos los métodos de fabricación aditiva pueden satisfacer las exigencias rigurosas de las tolerancias industriales. Aunque las imprimantes FDM de sobremesa son excelentes para modelado conceptual en etapas iniciales, a menudo tienen dificultades con la estabilidad dimensional requerida para la ingeniería profesional. Los servicios de impresión 3D de alta precisión dependen de plataformas industriales que mantienen la consistencia en toda la base de construcción. Estas máquinas utilizan sensores avanzados para monitorizar el entorno de construcción en tiempo real, ajustando parámetros para asegurar que cada capa cumple con las especificaciones CAD originales.
Elegir la tecnología adecuada es el primer paso para asegurar que tus piezas encajen como se espera. En SunOn, utilizamos sistemas industriales de alta gama para ofrecer la precisión necesaria para Prototipos impresos en 3D para electrónica de consumo, donde incluso una desviación de 0,2 mm puede impedir que una carcasa encaje. Comprender la mecánica física de cada proceso permite a los ingenieros diseñar piezas que aprovechen las fortalezas de la tecnología elegida.
Estereolitografía (SLA) para resolución superior X-Y
SLA es ampliamente considerada como la tecnología de impresión 3D más precisa para componentes visuales y de alto detalle. Funciona utilizando un láser UV para curar resina de fotopolímero líquido capa por capa. Como el tamaño del punto láser puede ser tan pequeño como 0,05 mm, el SLA puede captar características intrincadas que otros métodos pasan por alto. Esta precisión la convierte en la opción principal para impresión 3D prototipo de dispositivos médicos, donde los modelos anatómicos o guías quirúrgicas deben coincidir con los datos de los pacientes con extrema fidelidad.
La naturaleza líquida de la resina también contribuye a acabados superficiales superiores. A diferencia de los sistemas basados en polvo, las piezas SLA son casi isotrópicas, lo que significa que tienen una resistencia y dimensiones consistentes en todas las direcciones. Sin embargo, los ingenieros deben tener en cuenta la contracción química que se produce durante el proceso de curado por UV. Las agencias de servicio profesional utilizan desplazamientos propietarios en su software de corte para "sobreconstruir" ciertas dimensiones, asegurando que la pieza final se asiente exactamente en el objetivo de ±0,1 mm.
Sinterización Selectiva por Láser (SLS) para la Estabilidad Dimensional
El SLS utiliza un láser de alta potencia para fusionar polvo termoplástico, normalmente de nylon PA12. Aunque el SLA destaca por el detalle fino, el SLS suele preferirse para prototipos funcionales
Alcanzar ±0,1 mm en SLS requiere una gestión térmica magistral. La cámara de construcción se calienta hasta justo por debajo del punto de fusión del polvo. Si el proceso de enfriamiento es demasiado rápido o desigual, las piezas pueden deformarse o "patatas fritas", lo que puede provocar imprecisiones dimensionales. Los operadores industriales de SLS gestionan esto utilizando ciclos controlados de "enfriamiento" que pueden durar tanto como la propia impresión. Esta paciencia garantiza que las tensiones internas se neutralizen, resultando en piezas impresas en 3D precisas que mantienen su forma con el tiempo.
Factores que afectan a la precisión dimensional en la fabricación aditiva
La precisión dimensional en la fabricación aditiva no es un número estático; es el resultado de varias variables que interactúan. Una guía de tolerancias para impresión 3D debe incluir más que solo especificaciones de máquina. Debe tener en cuenta el comportamiento del material, la complejidad de la geometría y los parámetros específicos utilizados durante la construcción. Por ejemplo, las superficies grandes y planas son más propensas a deformarse que las estructuras pequeñas con nervuras. Comprender estas limitaciones basadas en la física es lo que diferencia a los equipos experimentados de investigación y desarrollo de aquellos que sufren fallos constantes en el ensamblaje.
Los responsables de aprovisionamiento deben entender que la "precisión" es un esfuerzo colaborativo entre el diseñador y el fabricante. Cuando solicitas servicios de impresión 3D de alta precisión, básicamente estás comprando la capacidad del fabricante para predecir y compensar estas variables. En SunOn, nuestro proceso de cotización liderado por DFM identifica los posibles riesgos de precisión antes de arrancar las máquinas, permitiéndonos sugerir pequeños ajustes de diseño que conducen a resultados dimensionales mucho mejores.
Factores de contracción y contracción térmica del material
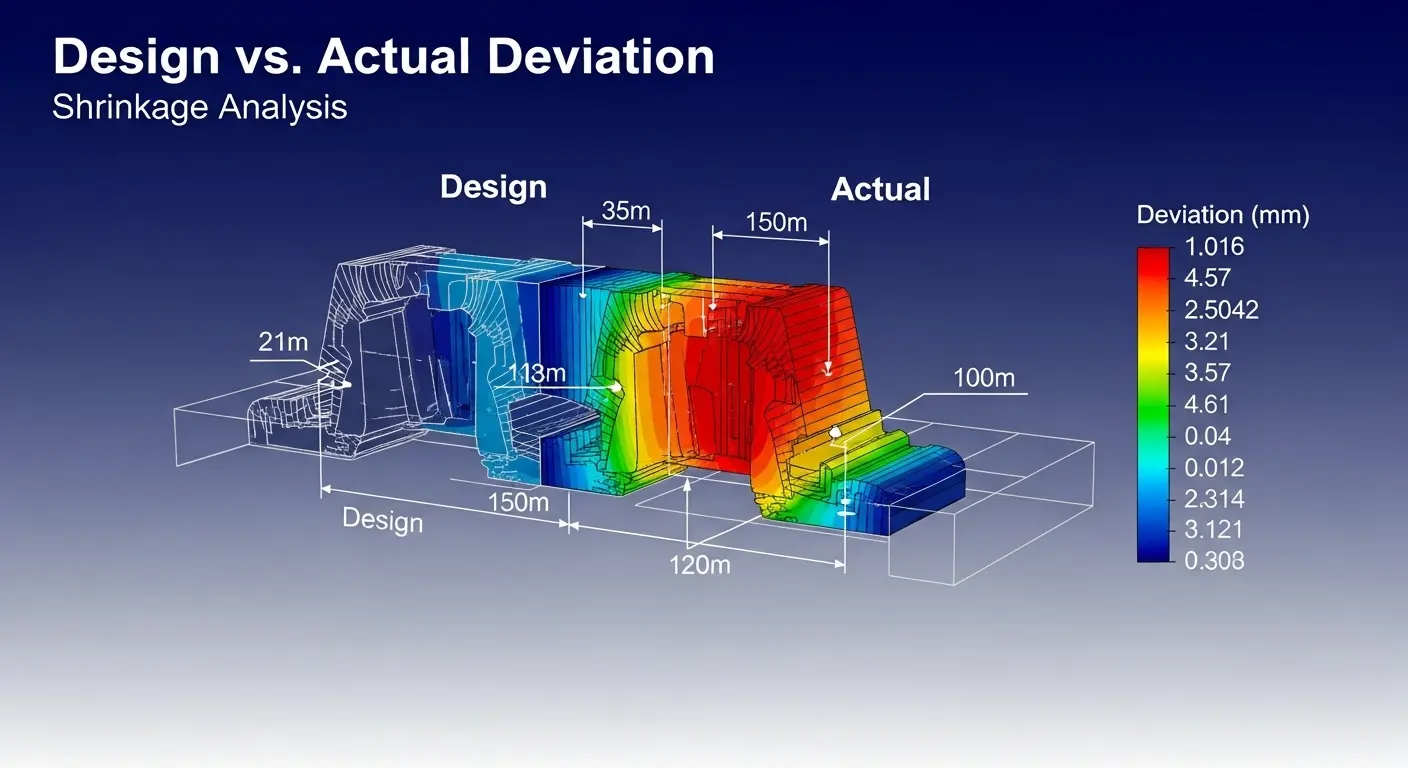
Cada material utilizado en la impresión 3D experimenta un cambio de fase, ya sea de líquido a sólido o de estado fundido a endurecido. Durante esta transición, el material se encoge de forma natural. Si un material tiene una tasa de contracción del 1%, una pieza de 100 mm acabará siendo de 99 mm si no se aplica compensación. Los servicios de alta precisión utilizan hojas técnicas avanzadas de materiales para aplicar factores de escala precisos al modelo CAD antes de imprimir.
La contracción térmica es especialmente desafiante en la impresión 3D metálica o en plásticos de alta temperatura. A medida que la pieza se enfría desde cientos de grados hasta temperatura ambiente, las capas exteriores se contraen más rápido que el núcleo. Este delta puede desalinear características. El uso de materiales con coeficientes de expansión térmica más bajos o la optimización del patrón de "tramado" del láser puede mitigar significativamente estos efectos, manteniendo la pieza dentro de la ventana de ±0,1 mm.
El papel de las estructuras de orientación y soporte de piezas
Cómo se coloca una pieza en la máquina—su orientación—afecta directamente a su precisión. En SLA, orientar una pieza en un ángulo de 45 grados puede mejorar el acabado superficial, pero puede introducir un ligero desvío escalonado en diámetros críticos. Por el contrario, imprimir un agujero en vertical suele dar mejor redondez que imprimirlo horizontalmente. Las estructuras de soporte también cumplen un doble papel: mantienen la pieza en su lugar y actúan como disipador de calor para extraer energía térmica de la pieza, evitando deformaciones localizadas.
La colocación estratégica de apoyo es un arte en prototipos personalizados impresos en 3D. Si los soportes son demasiado gruesos, son difíciles de quitar y pueden dejar cicatrices que requieren un lijado intenso, lo que altera las dimensiones finales. Si son demasiado finos, la pieza puede desplazarse durante la construcción. Técnicos expertos equilibran estos factores para asegurar que la pieza permanezca estable durante todo el proceso aditivo, preservando las tolerancias previstas.
Control de calidad de SunOn: Verificación de normas de tolerancia de ±0,1 mm
Afirmar precisión es fácil; demostrarla requiere una infraestructura sofisticada de aseguramiento de calidad. En el mundo de la fabricación B2B, "confiar pero verificar" es el procedimiento operativo estándar. Cuando entregamos piezas para aplicaciones médicas o automotrices, respaldamos nuestras reclamaciones con datos. El laboratorio de control de calidad de SunOn utiliza una variedad de herramientas de metrología de alta precisión para garantizar que cada pieza que sale de nuestras instalaciones cumpla con los requisitos específicos de tolerancia del cliente.
| Metric | SLA Precision | SLS Precision | FDM (Industrial) |
| Tolerancia estándar | ±0,1 mm o ±0,1% | ±0,2 mm o ±0,2% | ±0,25 mm |
| Grosor mínimo de pared | 0,5 mm | 0,8 mm | 1,0 mm |
| Acabado superficial (Ra) | 1,6 - 3,2 μm | 6,3 - 12,5 μm | 12,5 - 25 μm |
| Aplicación típica | Carcasas de alto detalle | Engranajes funcionales Soportes | grandes |
Utilizamos máquinas de medición de coordenadas (CMM) y escáneres ópticos 3D para comparar la pieza física con el archivo CAD digital original. Esto crea un "mapa térmico" de desviaciones. Si una pieza muestra una deriva constante en una dirección, podemos usar esos datos para refinar nuestra calibración para el siguiente lote. Este sistema de calidad de circuito cerrado es la razón por la que somos un socio preferido para marcas globales que no pueden permitirse los riesgos asociados a la obtención "extranjera" no verificada.
Consejos profesionales para diseñar piezas impresas en 3D de alta precisión
Para obtener los mejores resultados de servicios de impresión 3D de alta precisión, los ingenieros deben seguir algunos principios de diseño "precisión-primero". Primero, siempre diseña para las limitaciones específicas de la tecnología. Por ejemplo, si necesitas un ajuste de ±0,1 mm en un eje y un agujero, considera diseñar el agujero ligeramente sobredimensionado para tener en cuenta el "sobrecurado" común en la impresión en resina. Esta es una práctica estándar de DFM que garantiza que las piezas se deslicen suavemente sin limar manualmente.
Segundo, incorpora costillas y refuerzos para proporcionar rigidez estructural. Las placas planas y delgadas son enemigas de la precisión en la impresión 3D, ya que son las más propensas a deformarse. Al añadir pequeños soportes estructurales al propio diseño, aumentas la resistencia de la pieza a esfuerzos térmicos y químicos. Por último, comunica siempre tus "dimensiones críticas" a tu proveedor. No todas las dimensiones de una pieza tienen que ser ±0,1 mm; Al identificar las 2 o 3 características que realmente importan para el montaje, permites al fabricante optimizar la orientación de construcción específicamente para esas características.
FAQ: Precisión y exactitud en la fabricación aditiva
¿Qué tecnología de impresión 3D es la más precisa?
La SLA (estereolitografía) se considera generalmente la tecnología de impresión 3D más precisa para piezas pequeñas y medianas. Su uso de un láser UV altamente enfocado y resina líquida le permite alcanzar tolerancias consistentes de ±0,1 mm y un detalle superficial excepcional, lo que la hace ideal para prototipos electrónicos y médicos.
¿Cuáles son las tolerancias estándar para piezas impresas en 3D?
Las tolerancias estándar de impresión 3D industrial suelen oscilar entre ±0,1 mm y ±0,3 mm, dependiendo del proceso. Aunque ±0,1 mm es posible con SLA y SLS en condiciones controladas, una tolerancia "segura" más común para prototipado general es ±0,2 mm. Consulta siempre la guía de tolerancias de impresión 3D de tu proveedor de servicios impresión 3D antes de finalizar un diseño.
¿Cómo compensas el encogimiento en la impresión 3D?
La contracción se compensa aplicando un "factor de escala" al modelo CAD en el software de corte. Este factor se calcula en base a datos históricos para una combinación específica de material y máquina. Para piezas de alta precisión, a menudo se realiza una impresión de prueba para determinar la tasa exacta de contracción antes de la producción final.
¿La altura de capa afecta la precisión dimensional?
La altura de la capa afecta principalmente a la resolución del eje Z y a la suavidad de superficies curvas (escalonadas), pero tiene un impacto menor en la precisión dimensional X-Y. Sin embargo, capas más finas pueden provocar más "ciclos de calor" o exposiciones UV durante una construcción, lo que puede aumentar ligeramente las tensiones internas y el potencial de deformación.
¿Puede la impresión 3D alcanzar las mismas tolerancias que el mecanizado CNC?
Aunque la impresión 3D de alta precisión puede alcanzar ±0,1 mm, el mecanizado CNC sigue siendo superior para una precisión extrema, alcanzando a menudo ±0,01 mm. Para piezas que requieren ajustes "metal a metal" o asientos de rodamiento, a menudo recomendamos imprimir en 3D la mayor parte de la pieza y luego usar mecanizado CNC para acabados secundarios en características críticas.
¿Cómo afecta el tamaño de la pieza a la precisión de la impresión 3D?
A medida que aumenta el tamaño de la pieza, el error absoluto suele aumentar también. Muchas normas industriales definen la precisión como un número fijo más un porcentaje de la dimensión (por ejemplo, ±0,1 mm + 0,1% de la longitud). Las piezas grandes son más susceptibles a gradientes térmicos en toda la cámara de construcción, lo que las hace más difíciles de mantener con tolerancias estrictas que los componentes pequeños.
Conclusión: La precisión como ventaja competitiva
Alcanzar una precisión de ±0,1 mm en impresión 3D ya no es un mito; es una capacidad industrial estándar para quienes cuentan con la tecnología y experiencia adecuadas. Seleccionando el método adecuado—SLA para el detalle o SLS para la durabilidad—y aplicando rigurosos principios DFM, los ingenieros pueden crear prototipos que reflejen la precisión de las piezas de producción final. Esta precisión reduce la "brecha de iteración", permitiendo que las marcas de hardware pasen del concepto al mercado con mucha mayor confianza.
SunOn Industrial Group está dedicado a proporcionar la profundidad técnica y el control de calidad necesarios para proyectos B2B de alto riesgo. No solo imprimimos piezas; Diseñamos soluciones que cumplen con los estándares globales más exigentes. Nuestro compromiso con la precisión verificada y la documentación transparente nos convierte en el socio ideal para tu próximo proyecto de alta precisión.
¿Tienes algún proyecto que requiera prototipos de tolerancia estricta? Contacta hoy mismo con el equipo de ingeniería de SunOn para una revisión detallada del DFM y descubre cómo podemos ayudarte a lograr una precisión de ±0,1 mm para tus componentes críticos.